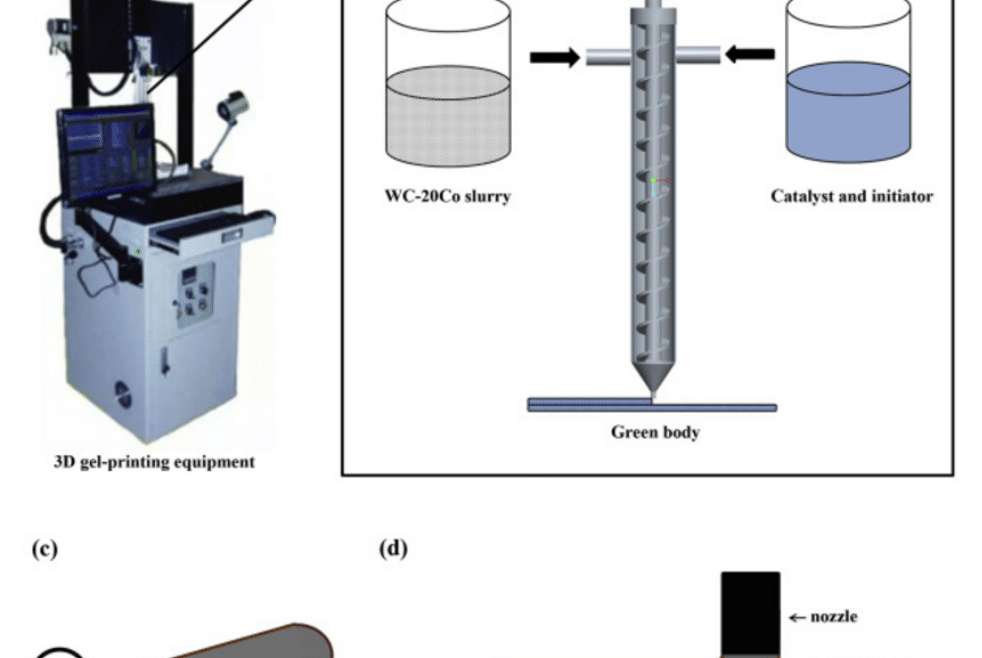
ਐਬਸਟਰੈਕਟ 3 ਡੀ ਜੈਲ ਪ੍ਰਿੰਟਿੰਗ (ਡੀਡੀਜੀਪੀ) ਇੱਕ ਨਾਵਲ ਨਿਰਮਾਣ ਤਕਨਾਲੋਜੀ ਹੈ ਜੋ ਲੇਅਰ ਦੁਆਰਾ ਮੈਟਲ ਸਲਰਿਜ਼ ਲੇਅਰ ਨੂੰ ਜਮ੍ਹਾਂ ਕਰਕੇ ਅਤੇ ਜਾਲੀਦਾਰ ਬਣਾ ਕੇ 3D ਕੰਪੋਨੈਂਟ ਬਣਾਉਂਦਾ ਹੈ. ਇੱਥੇ, ਇੱਕ ਹਾਇਡ੍ਰੋੈਕਸਾਈਥਾਈਲ ਮੈਥੈਕਰੀਲੇਟ (HEMA) ਅਧਾਰਿਤ SLURRY ਜਿਸ ਵਿੱਚ 47-56 ਵਾਲੀ%% WC-20Co ਦੀ ਡੌਕ ਲੋਡਿੰਗ ਸੀ, ਨੂੰ ਸਿੱਧੇ ਡੀਡੀਜੀਪੀ ਦੁਆਰਾ ਬਣਾਇਆ ਗਿਆ ਸੀ ਅਤੇ ਫਿਰ ਵੈਕਿਊਮ ਓਵਨ ਵਿੱਚ sintered. WC-20Co slurries, ਢੁਕਵਾਂ ਵਹਾਅ ਅਤੇ ਕੰਢੇ ਪਤਲਾ ਕਰਨ ਵਾਲੇ ਵਿਹਾਰ ਨੂੰ ਪ੍ਰਦਰਸ਼ਿਤ ਕਰਦੇ ਹਨ, ਜੋ ਕਿ 3DGP ਬਣਨਾ ਪ੍ਰਕਿਰਿਆ ਲਈ ਲਾਭਦਾਇਕ ਹੈ. 3 ਜੀ ਡੀ ਜੀ ਪੀ ਪ੍ਰੋਸੈਸਿੰਗ ਪੈਰਾਮੀਟਰਾਂ (ਜਿਵੇਂ ਅੰਦਰਲੀ ਵਿਆਸ ਨੂੰ ਛਪਣਾ ਅਤੇ ਭਰਨ ਦੀ ਦਰ ਨੂੰ ਛਾਪਣਾ) ਦੇ ਪ੍ਰਭਾਵਾਂ ਤੇ ਛਪਾਈ ਦੇ ਖਾਲੀ ਥਾਂ ਦੀ ਮੋਟਾਈ ਅਤੇ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਦਾ ਅਧਿਐਨ ਕੀਤਾ ਗਿਆ ਸੀ. ਰਾਈਲੌਜੀਕਲ ਪ੍ਰੋਪਰਟੀਜ਼, ਠੰਢਾ ਘਣਤਾ, ਡੇਂਸਟਰਿੰਗ ਘਣਤਾ ਅਤੇ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸਲਰੀ ਦੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਤੇ ਠੋਸ ਲੋਡਿੰਗ ਦੇ ਪ੍ਰਭਾਵਾਂ ਦਾ ਅਧਿਐਨ ਕੀਤਾ ਗਿਆ. ਨਤੀਜੇ ਦਿਖਾਉਂਦੇ ਹਨ ਕਿ ਨਮੂਨਾ ਨੂੰ ਸਹੀ ਸ਼ਕਲ ਨਾਲ ਛਾਪਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਸਹੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਇਕਸਾਰ ਮਾਈਕਰੋਸਟਚਰ ਨਾਲ. ਸਿਨੇਟ ਕੀਤੇ ਨਮੂਨਿਆਂ ਵਿੱਚ ਚੰਗੀ ਆਕਾਰ ਪ੍ਰਤੀਬੰਧ ਹੈ ਅਤੇ ਇੱਕ ਇਕਸਾਰ ਮਾਈਕਰੋਸਟਚਰ ਹੈ. ਵਧੀਆ ਨਮੂਨਾ ਘਣਤਾ, ਕਠੋਰਤਾ ਅਤੇ ਉਲਟੀ ਭੰਗ ਦੀ ਤਾਕਤ ਕ੍ਰਮਵਾਰ 13.55 ਗ੍ਰਾਮ / ਸੀ ਐਮ 3, ਐੱਚ.ਆਰ.ਏ. 87.7 ਅਤੇ 2612.8 ਐਮਪੀਏ ਸੀ. 3DGP ਕੋਲ ਗੁੰਝਲਦਾਰ ਘੇਰੇ ਹੋਏ WC-20Co ਤੱਤ ਦੇ ਨਜ਼ਦੀਕ-ਨੈਟ ਦੇ ਰੂਪ ਵਿੱਚ ਵਿਲੱਖਣ ਫਾਇਦੇ ਹਨ. 1. IntroductionWC- ਸਹਿ ਸਿਮੈਂਟੇਡ ਕਾਰਬਾਇਡ ਵਿੱਚ ਇੱਕ ਲਗਾਤਾਰ ਕੋ ਮੈਟ੍ਰਿਕਸ ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੀ ਗਈ ਕਠੋਰ ਡਬਲਯੂ.ਸੀ. ਕਣਾਂ ਦੇ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ ਅਤੇ ਇਹ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਮੈਟਲ ਮੈਟਰਿਕਸ ਕੰਪੋਜ਼ਿਟਸ ਵਿੱਚੋਂ ਇੱਕ ਹੈ. ਉਹ ਹੁਣ ਜ਼ਿਆਦਾਤਰ ਡਿਰਲਿੰਗ ਅਤੇ ਕੱਟਣ ਵਾਲੀਆਂ ਸਾਧਨਾਂ ਵਜੋਂ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਮਰਨ ਤੇ ਮਰੋੜ ਪਾਉਂਦੇ ਹਨ, ਅਤੇ ਹੋਰ ਖ਼ਾਸ ਅੰਗ ਵਰਤਦੇ ਹਨ. WC ਕਣਾਂ ਦੀ ਅਣਮੋਲਤਾ ਕਾਰਨ, ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਇਡ ਆਮ ਤੌਰ ਤੇ ਪਾਊਡਰ ਧਾਤੂ (ਪੀ.ਐੱਮ.) ਪ੍ਰਕਿਰਿਆ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪੈਦਾ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਜਿਸ ਵਿਚ ਡਬਲਿਊਸੀ-ਕੋ ਪਾਵਰ ਕੰਪੈਕਟਸ ਦੀ ਤਰਲ ਪੇਟ ਸਟਰਿੰਗ ਹੁੰਦੀ ਹੈ. ਉਤਪਾਦ ਦੀ ਸ਼ਕਲ ਗੁੰਝਲਤਾ ਨੂੰ ਮਰਨ ਦੇ ਢਾਂਚੇ ਦੁਆਰਾ ਬਹੁਤ ਘੱਟ ਸੀਮਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, WC-Co hardmetals ਦੀਆਂ ਉੱਚ ਕਠੋਰਤਾਵਾਂ ਅਤੇ ਤਾਕਤ-ਤਾਕਤ ਦੇ ਗੁਣਾਂ ਕਾਰਨ, WC-Co hardmetals ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨਾ ਮੁਸ਼ਕਲ ਹੈ. ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਦੇ ਕਾਰਬਾਡ ਦੇ ਹਿੱਸੇ ਤਿਆਰ ਕਰਨ ਲਈ ਰਵਾਇਤੀ ਵਿਧੀਆਂ ਦੀ ਵਰਤੋਂ ਇੱਕ ਵੱਡੀ ਚੁਣੌਤੀ ਹੈ. ਹਾਲ ਹੀ ਦੇ ਸਾਲਾਂ ਵਿੱਚ, ਆਧੁਨਿਕ ਤਕਨਾਲੋਜੀ ਢਾਂਚੇ ਅਤੇ ਗੁੰਝਲਦਾਰ ਉਤਪਾਦਾਂ ਦੇ ਨਿਰਮਾਣ ਲਈ ਐਡਮੀਟਿਵ ਮੈਨੂਫੈਕਚਰਿੰਗ (ਐੱਮ) ਤਕਨਾਲੋਜੀ ਵਿਕਸਿਤ ਕੀਤੀ ਗਈ ਹੈ ਅਤੇ ਕਈ ਮੈਟਲ ਸਮੱਗਰੀਆਂ ਦੇ ਉਤਪਾਦਾਂ ਤੇ ਲਾਗੂ ਕੀਤੀ ਗਈ ਹੈ. ਸਟੀਲ, ਟਾਇਟਨਿਅਮ, ਟਾਇਟਿਅਮ ਅਲੌਇਜ਼ ਅਤੇ ਅਲਮੀਨੀਅਮ ਅਲੌਇਜ਼ (ਐਸਐਲਐਮ) ਦੇ ਰੂਪ ਵਿੱਚ. ਡਾਇਰੈਕਟ ਮੈਟਲ ਲੇਜ਼ਰ ਸਟਰਟਰਿੰਗ (ਡੀਐਮਐਲਐਸ), ਇਲੈਕਟ੍ਰੋਨ ਬੀਮ ਪਿਘਲ (ਈ.ਬੀ.ਐਮ.), ਆਦਿ ਵਿਸ਼ੇਸ਼ ਅਤੇ ਮੁੱਖ ਧਾਰਾ ਤਕਨੀਕ ਹਨ. ਲੇਜ਼ਰ ਇੰਜੀਨੀਅਰਿੰਗ ਨੈਟਵਰਕ ਬਣਾਉਣ (LENS) ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਅਤੇ ਲਗਭਗ ਪੂਰੀ ਸੰਘਣੀ ਹਿੱਸੇ ਪੈਦਾ ਕਰ ਸਕਦਾ ਹੈ. ਇਨ੍ਹਾਂ ਐੱਮ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਮੈਟਲ ਪਾਊਡਰ ਨੂੰ ਲੇਜ਼ਰ / ਇਲੈਕਟ੍ਰੋਨ ਬੀਮ ਲੇਅਰ ਦੁਆਰਾ ਲੇਅਰ ਦੁਆਰਾ ਤਹਿ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਉਸਾਰੀ ਨਹੀਂ ਹੋ ਜਾਂਦਾ. ਹਾਲਾਂਕਿ, WC-Co hardmetals ਦੇ ਏਡੀਟੀ ਉਤਪਾਦਨ ਬਾਰੇ ਕੁਝ ਅਧਿਐਨਾਂ ਹਨ. ਪਹਿਲੀ, ਡਬਲਯੂ.ਸੀ.-ਸਹਿ ਸਿਮੇਟਿਡ ਕਾਰਬਾਡ ਵਿਚ ਡਬਲਯੂ.ਸੀ. ਕਣਾਂ ਅਤੇ ਇਕ ਸਹਿ ਮੈਟ੍ਰਿਕਸ ਸਾਮੱਗਰੀ ਸ਼ਾਮਲ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਦੋ ਚੀਜ਼ਾਂ ਦਾ ਪਿਘਲਣ ਪੁਆਇੰਟ ਬਹੁਤ ਵੱਖਰੇ ਹੁੰਦੇ ਹਨ. ਜਦੋਂ ਡਬਲਿਊਸੀ-ਕੋ ਪਾਉਡਰ ਕੋਹ ਦੇ ਗਿਲਟਿੰਗ ਬਿੰਦੂ ਨੂੰ ਗਰਮ ਕਰਦਾ ਹੈ, ਤਾਂ ਡਬਲਯੂ.ਸੀ. ਕਣਾਂ ਠੋਸ ਸਥਿਤੀ ਵਿਚ ਰਹਿੰਦੀਆਂ ਹਨ; ਪਾਊਡਰ ਨੂੰ ਹੋਰ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕੋ ਭੁੱਜਣਾ ਸ਼ੁਰੂ ਹੋ ਜਾਂਦਾ ਹੈ. ਅਧੂਰਾ ਪਿਘਲਣ ਨਾਲ ਉਤਪਾਦ ਦੀ ਘਣਤਾ ਘੱਟ ਜਾਵੇਗੀ. ਇਸ ਸਮੱਸਿਆ ਨੂੰ ਹੱਲ ਕਰਨ ਲਈ, ਕੁਝ ਖੋਜਕਰਤਾਵਾਂ ਨੇ ਕੁਝ ਬੰਨ੍ਹਿਆਂ ਨੂੰ ਜੋੜਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕੀਤੀ, ਜਿਵੇਂ ਕਿ ਘੱਟ ਗੜਬੜਾ ਪੁਆਇੰਟ ਮੇਟਲ ਗੂ ਏਟ ਅਲ. Cu ਪਾਊਡਰ ਅਤੇ WC-10Co ਪਾਊਡਰ ਨੂੰ 60:40 ਦੇ ਭਾਰ ਅਨੁਪਾਤ ਨਾਲ ਮਿਲਾਇਆ ਗਿਆ ਸੀ, ਅਤੇ 50 ਮਿਲੀਮੀਟਰ × 10 ਮਿਲੀਮੀਟਰ × 9 ਮਿਲੀਮੀਟਰ ਦੇ ਨਮੂਨੇ ਡੀਐਲਐਲਐਸ ਦੁਆਰਾ ਬਣਾਏ ਗਏ ਸਨ. Cu ਦੀ ਵੱਡੀ ਮਾਤਰਾ ਦੇ ਕਾਰਨ, ਇਸ ਨਮੂਨੇ ਦੀ ਅਨੁਸਾਰੀ ਘਣਤਾ 94.3% ਤੱਕ ਪਹੁੰਚ ਗਈ. ਦੂਜਾ, ਇਹ ਪਾਊਡਰ ਬੈੱਡ ਫਿਊਜ਼ਨ ਟੈਕਨਾਲੋਜੀ ਦੀਆਂ ਕੁਝ ਲੋੜਾਂ ਪੂਰੀਆਂ ਕਰਨ ਲਈ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ. SLM ਅਤੇ EBM ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚ, ਧਾਤੂ ਪਾਊਡਰ ਰੋਲਰਾਂ ਰਾਹੀਂ ਪ੍ਰਸਾਰਿਤ ਹੁੰਦੇ ਹਨ, ਜਦੋਂ ਕਿ ਡੀ.ਐਮ.ਐਲ.ਐ.ਐੱਸ ਅਤੇ ਲੈਨਸ ਆਮ ਤੌਰ ਤੇ ਇੱਕ ਸਮਕਾਲੀ ਪਾਊਡਰ ਭੋਜਨ ਸਿਸਟਮ ਨਾਲ ਲੈਸ ਹੁੰਦੇ ਹਨ. ਇਕਸਾਰ ਅਤੇ ਪਤਲੇ ਪਾਉਡਰ ਲੇਅਰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਦੋਵਾਂ ਪਾਊਡਰ ਫੀਡ ਕਿਸਮਾਂ ਨੂੰ ਚੰਗੀ ਪ੍ਰਵਾਹਸ਼ੀਲਤਾ ਦੇ ਨਾਲ ਵਧੀਆ ਪਾਊਡਰ ਅਤੇ ਗੋਲਾਕਾਰ ਪਾਊਡਰ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ. ਵਪਾਰਕ ਤੌਰ 'ਤੇ ਅਣਉਯਮਿਤ ਤੌਰ ਤੇ WC-Co ਪਾਊਡਰ ਇਹਨਾਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਨਹੀਂ ਕਰਦਾ. ਇਸਦੇ ਇਲਾਵਾ, ਲੇਜ਼ਰ / ਇਲੈਕਟ੍ਰੋਨ ਬੀਮ ਹੀਟਿੰਗ ਅਤੇ ਕੂਲਿੰਗ (ਭਾਵ, ਸਿਟਰਿੰਗ ਪ੍ਰਕਿਰਿਆ) ਬਹੁਤ ਤੇਜ਼ ਹੈ. ਕੇਵਲ ਕੁਝ ਕੁ ਡਬਲਯੂ.ਸੀ. ਕਣਾਂ ਤਰਲ ਪੜਾਅ ਵਿੱਚ ਭੰਗ ਕਰ ਸਕਦੀਆਂ ਹਨ. ਅਧੂਰਾ sintering ਉਤਪਾਦ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਘਟਾ ਸਕਦਾ ਹੈ. ਅੰਤ ਵਿੱਚ, ਉਪਰੋਕਤ ਤਕਨੀਕਾਂ ਲਈ ਉੱਚ ਖਲਾਅ ਜਾਂ ਗੰਦਗੀ ਦੀ ਗੈਸ ਸੁਰੱਖਿਆ ਪ੍ਰਣਾਲੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜੋ ਮਹਿੰਗੇ ਹੁੰਦੇ ਹਨ ਅਤੇ ਕੋਆਬਾਲਟ ਦੇ ਡੇਅਰਬਰਾਇਜਿੰਗ ਅਤੇ ਉਪਕਰਣ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ. Bear et al. ਇਹ ਪਤਾ ਲੱਗਾ ਕਿ LENS ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਹੋਈ ਕਾਰਬਨ ਘਾਟ ਲਈ ਮੁਆਵਜ਼ੇ ਲਈ ਪਾਊਡਰਡ ਫੀਡਸਟੌਕ ਵਿੱਚ ਕਾਫ਼ੀ ਮੁਫ਼ਤ ਕਾਰਬਨ ਨਹੀਂ ਸੀ. ਹਾਲਾਂਕਿ ਉਪਰੋਕਤ ਤਕਨੀਕ ਕਈ ਗੁੰਝਲਦਾਰ ਹਿੱਸੇ ਪੈਦਾ ਕਰ ਸਕਦੀ ਹੈ, ਪਰ ਉਹ WC-Co hardmetals ਦੇ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵੇਂ ਨਹੀਂ ਹੋ ਸਕਦੇ ਹਨ. ਰਵਾਇਤੀ ਢੰਗਾਂ ਦੀ ਸੀਮਾਵਾਂ ਅਤੇ ਉਪਰੋਕਤ ਐੱਮ ਤਕਨੀਕ ਦੀ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ ਲਈ, WC-Co hardmetals ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ, ਇੱਕ ਨਵੀਂ ਐਮ ਪ੍ਰਕ੍ਰਿਆ ਜਿਸਨੂੰ 3D ਜੈਲ ਪ੍ਰਿੰਟਿੰਗ (3DGP) ਕਿਹਾ ਗਿਆ ਹੈ. 3 ਡੀ ਜੀਪੀ ਗੈਲ ਇਨਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਨੂੰ ਮਿਸ਼ਰਤ ਨੁਮਾਇੰਦਗੀ ਮਾਡਲ (ਐਫ ਡੀ ਐਮ) ਨਾਲ ਮਿਲਾਉਂਦਾ ਹੈ ਅਤੇ ਇਸ ਵਿਚ 3 ਡੀ ਮਾਡਲਾਂ ਨੂੰ 3D ਘੋਲ ਵਿਚ ਬਦਲਣ ਦੀ ਸਮਰੱਥਾ ਹੈ. ਚਿੱਤਰ 1 (ਏ) ਸਾਡੇ ਡੀਜਾਈਨ ਕੀਤੇ ਗਏ 3DGP ਜੰਤਰ ਨੂੰ ਦਰਸ਼ਾਉਂਦਾ ਹੈ. ਚਿੱਤਰ 1 (ਬੀ) ਡਿਵਾਈਸ ਦੀ ਐਕਸਟਰੂਜ਼ਨ ਅਤੇ ਡਿਪੋਸ਼ਨ ਸਿਸਟਮ ਦਾ ਵੱਡਾ ਦ੍ਰਿਸ਼ ਦਿਖਾਉਂਦਾ ਹੈ. ਪਹਿਲੀ, ਡਿਜ਼ਾਈਨਡ 3 ਡੀ ਮਾਡਲ 2 ਡੀ ਦੇ ਟੁਕੜੇ ਦੀ ਲੜੀ ਵਿੱਚ ਕੱਟਿਆ ਗਿਆ ਹੈ. ਜੈਵਿਕ ਮੋਨੋਮਰ ਸਫਾਈ ਵਿੱਚ ਪਾਊਡਰਡ ਸਲਰੀ ਨੂੰ ਫਿਰ "ਸਿਆਹੀ" ਦੇ ਤੌਰ ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕੰਪਰੈੱਸਡ ਹਵਾ ਦੇ ਖਾਸ ਦਬਾਅ ਹੇਠ 3D ਜੀਪੀ ਉਪਕਰਣ ਦੇ ਪੇਚ extruder ਨੂੰ ਦੱਸ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ. ਉਸੇ ਸਮੇਂ, ਸ਼ੁਰੂਆਤੀ ਅਤੇ ਉਤਪ੍ਰੇਰਕ ਇਕੋ ਪੇਚ ਦੇ ਬਾਹਰਲੇ ਹਿੱਸੇ ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ. ਸਮੱਗਰੀ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਨੋਜਲ ਰਾਹੀਂ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਪ੍ਰਿਟਿੰਗ ਪਲੇਟਫਾਰਮ 'ਤੇ ਜਮ੍ਹਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਥੋੜ੍ਹੇ ਸਮੇਂ ਦੇ ਬਾਅਦ, ਜੈਵਿਕ ਮੋਨੋਮਰਸ ਨੂੰ ਪਾਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਠੋਸ ਪਾਊਡਰ ਨੂੰ ਤਿੰਨ-ਅਯਾਮੀ ਕਰੌਂਕਿੰਕਡ ਪੌਲੀਮੈਮਰ ਦੁਆਰਾ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ. ਇਸ ਤਰੀਕੇ ਨਾਲ, ਸਲਰੀ ਚੋਣਵੇਂ ਰੂਪ ਵਿੱਚ ਲੇਅਰ ਦੁਆਰਾ ਲੇਅਰ ਜਮ੍ਹਾਂ ਕਰਵਾਈ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ 3D ਮਾਡਲ ਦੇ ਹਰੇਕ ਪ੍ਰੀ-ਬਣਾਈ 2D ਟੁਕੜਾ ਦੇ ਅਨੁਰੂਪ ਹੈ. ਅੰਤ ਵਿੱਚ, ਇੱਕ ਤਿੰਨ-ਅਯਾਮੀ ਢਾਂਚਾ ਹਰਾ ਸਰੀਰ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਪ੍ਰਿੰਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਹਰੀ ਦੇ ਢਹਿਣ ਤੋਂ ਬਚਣ ਲਈ, ਪ੍ਰਿੰਟਿੰਗ ਪਲੇਟਫਾਰਮ ਸਥਾਈ ਰਹਿੰਦੀ ਹੈ, ਅਤੇ 3DGP ਡਿਵਾਈਸ ਦਾ ਪ੍ਰਿੰਟ ਸਿਰ X, Y, ਅਤੇ Z ਧੁਰੇ ਤੇ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਪ੍ਰੰਪਰਾਗਤ ਐਫ ਡੀ ਐਮ ਯੰਤਰ ਤੋਂ ਵੱਖਰਾ ਹੈ. ਰਵਾਇਤੀ ਐਫ ਡੀ ਐਮ ਡਿਵਾਈਸਾਂ ਦੇ ਸਮਾਨ, ਨਵੇਂ ਉਪਕਰਣ ਦੇ ਕੋਲ ਲਚਕੀਲੇ ਮੋਲਡਿੰਗ, ਸਧਾਰਨ ਢਾਂਚੇ ਅਤੇ ਸਹੀ ਨਿਯੰਤਰਣ ਦੇ ਫਾਇਦੇ ਹਨ. ਸੁਕਾਉਣ ਤੋਂ ਬਾਅਦ, ਹਰੇ ਸਰੀਰ ਨੂੰ ਇਕ ਖਲਾਅ ਜਾਂ ਵਾਯੂਮੰਡਲ ਦੇ ਭੱਠੀ ਵਿਚ ਡਿਗਰੇਜ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਸੁੱਜਿਆ ਜਾਂਦਾ ਹੈ. ਫਿਚੁਰੀ 1 3D ਜੀਪੀ ਦੇ ਯੋਜਨਾਬੱਧ: (ਏ) 3 ਡੀ ਜੈਲ-ਪ੍ਰਿੰਟਿੰਗ ਉਪਕਰਣ, (ਬੀ) ਐਕਸਲਿਊਜ਼ਨ ਅਤੇ ਡਿਪੋਸ਼ਨ ਸਿਸਟਮ, (ਸੀ) ਸਲੋਰ ਫਿਲਮੈਂਟਸ ਅਤੇ (ਡੀ) ਸੀਰੀਜਿਨ ਫੈਰਮੈਂਟਸ ਦੇ ਪਾਬੰਦੀ. ਜੈੱਲ ਕਾਸਟਿੰਗ ਨੂੰ ਕਈ ਮੈਟਲ ਸਮੱਗਰੀਆਂ ਅਤੇ ਵਸਰਾਵਿਕਸ ਤਿਆਰ ਕਰਨ ਲਈ ਵਰਤਿਆ ਗਿਆ ਹੈ, ਜਿਵੇਂ ਕਿ WC-8 wt% Co, 17-4PH ਸਟੈਨਲੇਲ ਸਟੀਲ, ਉੱਚ ਤਾਪਮਾਨ ਦਾ ਅਲਲੀ, ਅਲ 2 ਓ 3, ਸੀ 3 ਐਨ 4, ਸੀਆਈਸੀ ਅਤੇ ਹੋਰ . ਇਹ ਸਾਬਤ ਕਰਦਾ ਹੈ ਕਿ ਪਦਾਰਥਾਂ ਦੇ ਵੱਖ ਵੱਖ ਪਦਾਰਥਾਂ ਨੂੰ ਜੈਵਿਕ ਮੋਨੋਮਰ ਘੋਲ ਵਿੱਚ ਸਪੱਸ਼ਟ ਤਰੀਕੇ ਨਾਲ ਖਿਲਰਿਆ ਅਤੇ ਮੁਅੱਤਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸਦਾ ਅਰਥ ਹੈ ਕਿ ਡੀ.ਡੀ.ਪੀ. ਵਿੱਚ ਧਾਤ, ਧਾਤੂ ਅਲੌਇ, ਮੈਟਲ ਮੈਟ੍ਰਿਕਸ ਕੰਪੋਜ਼ਿਟਸ ਅਤੇ ਵਸਰਾਵਿਕਸ ਸਮੇਤ ਬਹੁਤ ਸਾਰੇ ਸਮੱਗਰੀ ਬਣਾਉਣ ਵਿੱਚ ਬਹੁਤ ਸਮਰੱਥ ਹੈ. ਕੰਪਲੈਕਸ ਕਾਰਬਾਡ ਦੇ ਹਿੱਸੇ ਦੀ ਮੌਜੂਦਾ ਮੰਗ ਲਗਾਤਾਰ ਵਧ ਰਹੀ ਹੈ. WC-20Co ਇੱਕ ਵਿਸ਼ੇਸ਼ ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਇਡ ਹੈ ਇਸ ਅਧਿਐਨ ਵਿੱਚ, WC-20Co slurry ਨੂੰ ਇੱਕ ਪ੍ਰਿੰਟਯੋਗ ਸਿਆਹੀ ਦੇ ਤੌਰ ਤੇ ਵਰਤਿਆ ਗਿਆ ਸੀ, ਅਤੇ WC-20Co ਹਿੱਸੇ ਦੇ ਏਡੀਟੀਟੀ ਨਿਰਮਾਣ ਦਾ 3D ਜੀਪੀ ਦੁਆਰਾ ਅਧਿਐਨ ਕੀਤਾ ਗਿਆ ਸੀ. ਇਸਦਾ ਉਦੇਸ਼ ਉੱਚ ਗੁਣਵਤਾ, ਹਾਈ-ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ WC-20Co ਕੰਪੋਜਿਟ ਦੇ ਹਿੱਸੇ ਬਣਾਉਣਾ ਹੈ, ਅਤੇ WC-Co hard alloy parts.2 ਦੇ ਨਜ਼ਦੀਕ ਨੈੱਟ ਬਣਾਉਣ ਵਿੱਚ 3DGP ਦੀ ਸੰਭਾਵਨਾ ਅਤੇ ਪ੍ਰਭਾਵੀਤਾ ਦਾ ਅਧਿਐਨ ਕਰਨਾ ਹੈ. ਤਿਆਰੀ 2.2. WC-20Co slurry preparationCommercial WC ਪਾਊਡਰ ਜਿਸ ਵਿਚ ਔਸਤਨ ਕਣ ਵਿਆਸ 2.7 μm ਅਤੇ ਕੋਅਰ ਪਾਊਡਰ ਵਾਲਾ 46.5 μm ਦਾ ਔਸਤ ਕਣ ਵਿਆਸ ਸੀ, ਇਸ ਕੰਮ ਵਿਚ ਵਰਤਿਆ ਗਿਆ ਸੀ. ਅੰਕੜੇ 2 (ਏ) ਅਤੇ (ਬੀ) ਕ੍ਰਮਵਾਰ WC ਪਾਊਡਰ ਅਤੇ ਕੋ ਪਾਊਡਰ ਦੀ ਦਿੱਖ ਦਿਖਾਓ. ਇਹ ਕੱਚੇ ਪਦਾਰਥ ਇੱਕ ਬਾਲ-ਮਿਲਨ ਮਿਸ਼ਰਣ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਮਿਕਸ ਹੁੰਦੇ ਹਨ ਜੋ ਕਿ ਵਾਇਸ ਰੇਸ਼ੋ 80:20 ਅਤੇ ਇੱਕ ਸੀਮੈਂਟੇਡ ਕਾਰਬਾਇਡ ਬਾਲ ਹੈ ਜੋ 5: 1 ਦੇ ਭਾਰ ਅਨੁਪਾਤ ਵਿੱਚ ਇੱਕ WC-20Co ਪਾਊਡਰ ਦੇ ਨਾਲ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ. ਚਿੱਤਰ 2 (c) 24 ਘੰਟਿਆਂ ਲਈ ਪੀਹਣ ਦੇ ਬਾਅਦ WC-20Co ਸੰਯੁਕਤ ਪਾਊਡਰ ਦਰਸਾਉਂਦਾ ਹੈ. 2 ਪਾਊਡਰ ਦੀ ਰੂਪ ਵਿਗਿਆਨ: (ਏ) ਡਬਲਿਊਸੀ ਪਾਊਡਰ, (ਬੀ) ਕੋ ਪਾਊਡਰ ਅਤੇ (ਸੀ) ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸੰਯੁਕਤ ਪਾਊਡਰ. ਕੋਬਾਲਟ ਦੇ ਆਕਸੀਕਰਨ ਨੂੰ ਰੋਕਣ ਲਈ, ਨਾਨ-ਹਾਈਡਰੋਗਲ ਪ੍ਰਣਾਲੀਆਂ ਤਿਆਰ ਕੀਤੀਆਂ ਗਈਆਂ ਸਨ. ਟੋਲੂਨੇ ਅਤੇ ਹਾਈਡ੍ਰੋਐਕਸਾਈਥਾਈਲ ਮੈਥੈਕਰੀਲੇਟ (ਸੀਐਚ 2 = ਸੀ (ਸੀਐਚ 3) ਕੋਕੋਚ 2 ਚਾਕੋ 2 ਐਚ, ਹੇਮਾ) ਨੂੰ ਸੌਲਵੈਂਟਾਂ ਅਤੇ ਜੈਵਿਕ ਮੋਨੋਮਰਸ ਵਜੋਂ ਚੁਣਿਆ ਗਿਆ ਸੀ. ਟੇਬਲ 1 ਡਬਲਿਊ ਸੀ -20 ਕੋ ਸਲਰਾਂਜ਼ ਲਈ ਵਰਤੇ ਗਏ ਜੈੱਲ ਪ੍ਰਣਾਲੀ ਦੀ ਸੂਚੀ ਦਿੰਦਾ ਹੈ. ਟੇਬਲ 1. WC-20Co ਸਲਰੀ ਲਈ ਰਸਾਇਣਕ ਪਰਿਵਰਤਨ ਪ੍ਰਣਾਲੀ. ਸੋਲਵੈਂਟ ਜੈਵਿਕ ਮੋਨੋਮਰ ਕਰੌਲਿਡਰ ਡਿਸਪਰੈਂਸਰ ਆਰਗੇਨਾਈਜ਼ਰ ਕੈਟਲਿਸਟ ਟੋਲਯੂਿਨ-ਹਾਈਡਰੋਕਸਾਈਥ ਮੈਥੈਕਰੀਲੇਟ (ਹੇਮਾ) ਐਨ, ਐਨ'ਮੈਥਲੀਨ ਬੀਸ-ਐਸੀਰੀਲਾਮੀਡ ਸਲ ਸਪਾਈਸ -6000 ਬੈਨਜੌਇਲ ਪਰੋਕਸਾਈਡ (ਬੀਪੀਓ) ਡਾਈਮਾਈਥਾਈਲ ਅਨਿਲਿਨ (ਟੀਈਈਐਮਡੀ) ਪ੍ਰਯੋਗ ਵਿੱਚ ਵਰਤੇ ਗਏ ਰੀਐਰਜੈਂਟ ਸਾਰੇ ਵਿਸ਼ਲੇਸ਼ਣਾਤਮਕ ਤੌਰ ਤੇ ਸ਼ੁੱਧ ਸਨ. ਪਹਿਲੀ, ਹੈਮਾ (ਮੋਨੋਮਰ) ਅਤੇ ਐਨ, ਨਾਈ-ਮਿਥੀਲੀਨ-ਬਿਸੈਕਰੀਲਾਮੀਡ (ਕ੍ਰਾਸਲਿੰਕਰ) 80: 1 ਦੇ ਭਾਰ ਅਨੁਪਾਤ ਤੇ ਮਿਲਾਇਆ ਗਿਆ ਸੀ ਅਤੇ ਫਿਰ ਇੱਕ pretreatment ਤਿਆਰ ਕਰਨ ਲਈ Hema ਦੇ ਆਕਾਰ ਦੇ ਕੇ 50% ਦੀ ਤੋਲ ਵਿੱਚ ਟੂਲੂਨੀਆ ਵਿਚ ਭੰਗ. ਮਿਸ਼ਰਣ ਇਸ ਤੋਂ ਬਾਅਦ, ਵੱਖੋ-ਵੱਖਰੀਆਂ ਮਜ਼ਬੂਤ ਲੋਡਿੰਗ ਵਾਲੀਆਂ ਸਲਰਾਂ ਨੂੰ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਸੀ ਜੋ ਪਲਾਂਟ ਦੇ ਹੱਲ ਵਿਚ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਪਾਊਡਰ ਨੂੰ ਖਿਲਾਰ ਕੇ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਸੀ. ਡਿਸਪੈਂਸਰ ਸਲ ਸਪਾਈਸ -6000 (ਆਈਸੀਆਈ ਕੰ. ਯੂ. ਐੱਸ. ਏ., ਗੈਰ-ਜ਼ਹਿਰੀਲੇ) ਇਕੋ ਇਕ ਅਨੁਪਾਤ ਵਿਚ ਇੱਕੋ ਸਮੇਂ ਸ਼ਾਮਿਲ ਕੀਤਾ ਗਿਆ ਸੀ. ਇਹ WC-20Co ਮੁਅੱਤਲ ਕੀਤੇ ਗਏ ਸਨ, ਫਿਰ ਇਕਸਾਰ ਘਾਹ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ 2 ਘੰਟਿਆਂ ਲਈ ਗੇਂਦ ਮਿੱਲ ਦਿੱਤੀ ਗਈ ਸੀ .2.2 3D ਜੈੱਲ ਪ੍ਰਿੰਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਉਪਰੋਕਤ WC-20Co slurry ਇੱਕ 3 ਜੀ ਡੀ ਪੀ ਡਿਵਾਈਸ ਨੂੰ ਢੁਕਵੇਂ ਦਬਾਅ ਹੇਠ ਸੌਂਪਿਆ ਗਿਆ ਸੀ. ਇੱਥੇ 0.5, 0.6 ਅਤੇ 0.7 ਮਿਲੀਮੀਟਰ ਦੇ ਅੰਦਰੂਨੀ diameters ਦੇ ਨਾਲ ਤਿੰਨ nozzles ਇੱਥੇ ਵਰਤੇ ਗਏ ਹਨ. ਟੇਬਲ 2 ਵਿੱਚ 3DGP ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਪ੍ਰਿੰਟ ਸ਼ਰਤਾਂ ਦੀ ਸੂਚੀ ਹੈ. ਇਹਨਾਂ ਪ੍ਰਿੰਟਿੰਗ ਪੈਰਾਮੀਟਰਾਂ ਦੇ ਅਧਾਰ ਤੇ, ਇੱਕ ਉਦਾਹਰਣ ਵੱਜੋਂ ਇੱਕ ਬੀਵਲ ਕਟਰ ਲੈ ਕੇ, ਕੁਝ ਆਇਤਾਕਾਰ ਨਮੂਨੇ ਤਿਆਰ ਕੀਤੇ ਗਏ ਹਨ ਅਤੇ 3DGP ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਤਹ ਦੀ ਸਥਿਤੀ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਤਿਆਰ ਕੀਤੇ ਗਏ ਹਨ. 3D ਜੈੱਲ ਪ੍ਰਿੰਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਬਾਅਦ, ਹਰੀ ਸਰੀਰ ਨੂੰ ਇੱਕ ਵੈਕਿਊਮ ਓਵਨ ਵਿੱਚ 60 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਵਿੱਚ 8 ਘੰਟਿਆਂ ਲਈ ਸੁੱਕਿਆ ਗਿਆ ਸੀ. ਸੁਕਾਏ ਗਏ ਹਰੀ ਦਾ ਸਰੀਰ ਇੱਕ ਘੰਟੇ ਲਈ 700 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਤੋਂ ਡਿਗਰੇਜ਼ ਹੋ ਗਿਆ ਸੀ ਅਤੇ ਆਖਰਕਾਰ ਇੱਕ ਵੈਕਿਊਮ ਕਾਰਬਨ ਟਿਊਬ ਫਰੇਸ (ਵੈਕਿਊਮ <2 ਪ) ਵਿੱਚ 1360 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਵਿੱਚ 1 ਘੰਟਾ ਲਈ ਪਾਪੇਟ ਹੋਇਆ. 2 ਥੀਮ. 3DGP ਲਈ ਪ੍ਰਿੰਟਿੰਗ ਸ਼ਰਤਾਂ. ਨੰਬਰਾਂ ਦੀ ਪ੍ਰਿੰਟ ਸ਼ਰਤਾਂ ਨੋਜੇਜਲ ਵਿਆਸ ਮੋਟੀ ਪ੍ਰਿੰਟ ਸਪੀਡ 1 0.50 ਮਿਲੀਮੀਟਰ 0.35 ਐਮਐਮ 28 ਐਮਐਮ / ਐਸ 2 0.60 ਐਮਐਮ 0.45 ਐਮਐਮ 28 ਐਮਐਮ / ਐਸ 3 0.70 ਐਮਐਮ 0.55 ਐਮਐਮ 28 ਐਮਐਮ / ਐਸ 2 .3. ਮਾਪਣਾ ਇਹ WC-20Co slurry ਦੀ viscosity ਇੱਕ NDJ-79 ਰੋਟਰੀ viscometer 25 ° C ਤੇ ਟੈਸਟ ਕੀਤਾ ਗਿਆ ਸੀ Thermogravimetric ਵਿਸ਼ਲੇਸ਼ਣ (TGA) ਅਤੇ ਵਿਭਿੰਨ ਥਰਮਲ ਵਿਸ਼ਲੇਸ਼ਣ (ਡੀਟੀਏ) ਥਰਮਲ ਭਾਰ ਦਾ ਘਾਟਾ ਹੈ ਅਤੇ ਜੈਵਿਕ ਬੰਨ੍ਹਣ ਦੇ ਵਿਅੰਗ kinetics ਦਾ ਅਧਿਐਨ ਕਰਨ ਲਈ ਵਰਤਿਆ ਗਿਆ ਸੀ, ਜਦ ਗਰਮ ਕਰਨ ਦੀ ਦਰ 10 ° C / min ਹਾਈ-ਸ਼ੁੱਧਤਾ ਆਰਗੋਨ ਦੇ ਪ੍ਰਵਾਹ ਹੇਠ ਸੀ. ਆਰਕਕੀਡਜ਼ ਦੇ ਸਿਧਾਂਤ ਨੂੰ ਹਰੇ ਘਣਤਾ ਅਤੇ ਪਾਪੀ ਘਣਤਾ ਮਾਪਣ ਲਈ ਵਰਤਿਆ ਗਿਆ ਸੀ. ਲੇਜ਼ਰ ਸਕੈਨਿੰਗ ਕਨਫੋਕਲ ਮਾਈਕਰੋਸਕੋਪ ਨੂੰ 3 ਜੀ ਡੀ ਜੀਪੀ ਹਰਾ ਬਾਡੀ ਦੀ ਸਤ੍ਹਾ ਦੀ ਸੁੰਨ, ਦਿੱਖ ਅਤੇ ਕਰੌਸ-ਵਿਭਾਗੀ ਰੂਪ ਵਿਗਿਆਨ ਦੀ ਪਾਲਣਾ ਕਰਨ ਲਈ ਵਰਤਿਆ ਗਿਆ ਸੀ. ਇਲੈਕਟ੍ਰੋਨ ਮਾਈਕ੍ਰੋਸਕੋਪੀ ਸਕੈਨਿੰਗ ਦੁਆਰਾ WC-20Co ਪਾਊਡਰ ਅਤੇ ਹਰੇ ਅਤੇ ਸੁੱਟੇ ਜਾ ਰਹੇ ਨਮੂਨਿਆਂ ਦੇ ਮਾਈਕਰੋਸਟਰਚਰ ਦੀ ਦਿੱਖ ਦੇਖੀ ਗਈ. ਪੱਥਰ ਦੇ ਨਮੂਨਿਆਂ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਇਕ ਹੀਰੋਕ ਕੋਨ ਅਤੇ 60 ਕਿਲੋਗ੍ਰਾਮ ਭਾਰ ਵਾਲੀ ਇੱਕ ਰੋਲਵੈਲ ਕਠਿਨਾਈ ਟੈਟਰ ਦੀ ਵਰਤੋਂ ਨਾਲ ਟੈਸਟ ਕੀਤਾ ਗਿਆ ਸੀ. 5 ਐਮਐਮ ਐਕਸ 5 ਐਮਐਮ x 35 ਐਮਐਲ ਵਿਚ ਕੱਟੀਆਂ ਗਈਆਂ ਨਮੂਨਿਆਂ ਦੀ ਬੈਡਿੰਗ ਟੈਸਟ 10 ਐਮਐਮ / ਮਿਨ ਦੀ ਲੋਡਿੰਗ ਦੀ ਦਰ ਤੇ ਇਕ ਇਲੈਕਟ੍ਰਾਨਿਕ ਸਰਲ ਟਰੈਕਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਕੀਤਾ ਗਿਆ ਸੀ. ਰਿਪੋਰਟ ਕੀਤੇ ਗਏ ਡੇਟਾ ਦਾ ਹਰੇਕ ਸਮੂਹ 3 ਤੋਂ 5 ਦੇ ਨਮੂਨਿਆਂ ਤੋਂ ਹਾਸਲ ਕੀਤੇ ਗੁਣਾਂ 'ਤੇ ਅਧਾਰਤ ਹੈ. 3. ਨਤੀਜੇ ਅਤੇ ਚਰਚਾ 3. ਡਬਲਿਊ ਸੀ -20 ਕਾ ਸਲੂਰੀ ਦੀ ਰਿਹਓਲੋਜੀਕਲ ਵਰਤਾਓ ਅਤੇ ਜੈਨਾਈਟੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ. ਸਲੂਰੀ ਦੀ ਗੁਣਵੱਤਾ ਦੋ ਮੁੱਖ ਕਾਰਕਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ: ਠੋਸ ਲੋਡਿੰਗ ਅਤੇ ਲੇਸ ਅੰਜੀਰ. 3 20 ਸ -1 ਦੀ ਸ਼ੀਅਰ ਦੀ ਦਰ 'ਤੇ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸਲਰਰੀ ਦੀ ਮਮਤਾ' ਤੇ ਠੋਸ ਲੋਡਿੰਗ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ. ਠੋਸ ਲੋਡਿੰਗ ਦੇ ਨਾਲ ਸਲੀਰੀ ਦੇ ਲੇਸਣ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ ਜੈਲ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ (ਆਮ ਤੌਰ 'ਤੇ <1 ਪਾਏਸ) ਦੀਆਂ ਲੇਸਦਾਰ ਲੋੜਾਂ ਤੋਂ ਉਲਟ, ਉੱਚੀ ਪੋਟੀਆਂ (ਉੱਚ ਸੋਲਡ ਸਮੱਗਰੀ ਦਾ ਮਤਲਬ) 3DGP ਪ੍ਰਕ੍ਰਿਆ ਵਿੱਚ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ. 3DGP ਪੇਸਟ ਨੂੰ ਇੱਕ ਢਾਲ ਨਾਲ ਭਰਨ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੈ, ਪਰ ਸਿਰਫ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਪੱਧਰ ਦੀ ਤਰਲਤਾ (ਆਮ ਤੌਰ ਤੇ <3 ਪਾੱਸੇ) ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਤਾਂ ਕਿ ਇਹ ਨੋਜ਼ਲ ਰਾਹੀਂ ਵਧਾਇਆ ਜਾ ਸਕੇ. ਹਾਲਾਂਕਿ, ਬਹੁਤ ਜ਼ਿਆਦਾ ਲੇਸਦਾਰਤਾ WC-20Co ਪੇਸਟ ਦੇ ਬਾਹਰ ਕੱਢਣ ਵਿੱਚ ਰੁਕਾਵਟ ਪਾ ਸਕਦੀ ਹੈ. ਉਦਾਹਰਣ ਵਜੋਂ, 59 ਵੋਲਟਲ% ਦੀ ਇਕ ਠੋਸ ਸਮੱਗਰੀ ਨਾਲ ਘੁਲਣਸ਼ੀਲਤਾ ਨੂੰ ਵੀ ਐਕਸਿਕੋਡ ਕਰਨ ਲਈ ਬਹੁਤ ਚਿਪਕਣਾ ਹੈ. ਇਸ ਅਧਿਐਨ ਵਿੱਚ, ਚਾਰ ਵੱਖਰੇ ਠੋਸ ਲੋਡ ਕੀਤੇ ਗਏ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸਲਰਾਂਸ ਨੂੰ ਸਿੱਧੇ ਰੂਪ ਵਿੱਚ 3DGP: 47, 50, 53 ਅਤੇ 56 vol% ਦੁਆਰਾ ਛਾਪਿਆ ਗਿਆ ਸੀ .ਜਾਣਕਾਰੀ 3. ਡਬਲਯੂ.ਸੀ.-20 ਕੋ ਪੇਸਟ ਦੇ ਲੇਸ ਹੋਣ ਤੇ ਠੋਸ ਲੋਡਿੰਗ ਦਾ ਪ੍ਰਭਾਵ. -20Co slurry ਸੂਡੋਪਲਾਸਟਿਕ ਤਰਲ ਪਦਾਰਥ ਦਰਸਾਉਂਦਾ ਹੈ. ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 4 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ, ਜਿਵੇਂ ਕਿ ਕੰਪਾ ਕਤਰ ਦੀ ਦਰ ਵਧ ਜਾਂਦੀ ਹੈ, WC-20Co slurry ਦੀ viscosity ਕਾਫ਼ੀ ਘਟ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਕੰਡੇ ਦਾ ਪਤਲਾ ਕਰਨ ਵਾਲਾ ਵਿਵਹਾਰ ਹੈ. ਇਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ WC-20Co slurry ਹਵਾ ਦੇ ਦਬਾਅ ਅਤੇ ਅੰਦੋਲਨ ਕਾਰਨ ਉੱਚੀਆਂ ਛੱਤਾਂ ਕੀਮਤਾਂ 'ਤੇ ਵਹਿ ਸਕਦਾ ਹੈ, ਅਤੇ ਇੱਕ ਛੋਟੀ ਜਿਹੀ ਵਿਆਸ ਨੋਜਲ ਦੁਆਰਾ ਇੱਕ ਖਾਸ ਪ੍ਰੈਸ਼ਰ' ਤੇ ਐਕਸਟਰਡ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਇੱਕ ਵਾਰ ਜਦੋਂ ਗਤਲਾ ਨੂੰ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕੰਬਣੀ ਦੀ ਤਾਕਤ ਅਲੋਪ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਘੁਲਣਸ਼ੀਲ ਫੈਰਮੈਂਟਸ ਉਹਨਾਂ ਦੀ ਸ਼ਕਲ ਨੂੰ ਕਾਇਮ ਰੱਖਦੇ ਹਨ, ਜੋ ਕਿ ਠੋਸਪਣ ਤੋਂ ਪਹਿਲਾਂ ਥੋੜ੍ਹੇ ਸਮੇਂ ਵਿੱਚ ਫੈਲਣ ਦੀ ਬਜਾਏ. ਇਸ ਕੰਪਾਵਰਣ ਦੇ ਗੁਣ ਨੂੰ 3DGP ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ WC-20Co slurries ਦੇ ਬਾਹਰ ਕੱਢਣ ਅਤੇ ਜਬਰਦਸਤੀ ਲਈ ਬਹੁਤ ਹੀ ਅਨੁਕੂਲ ਹੈ. Figure 4. WC-20Co slurry ਲਈ ਸਪੱਸ਼ਟ ਲੇਸ ਅਤੇ ਸ਼ੀਅਰ ਦੀ ਦਰ ਵਿਚਕਾਰ ਸੰਬੰਧ. ਉਤਪ੍ਰੇਰਕ ਡਿਮਾਈਥਾਈਲੈਨਿਲਨ ਦੇ ਇਲਾਵਾ ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਨਿਸ਼ਕਿਰਿਆ ਸਮਾਂ ਹੈ (ਟੀਈਈਐਮਈਡੀ) ਅਤੇ ਸ਼ੁਰੂਆਤੀ ਬੈਂਜੋਲ ਪਰੋਕਸਾਈਡ (ਬੀ ਪੀ ਓ) ਅਤੇ ਜੈਲੇਸ਼ਨ ਦੀ ਸ਼ੁਰੂਆਤ (ਕਰਸਲਿੰਕ ਪੋਲੀਮਰਾਈਜ਼ੇਸ਼ਨ). ਮੁਫਤ ਸਮਾਂ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ 3DGP ਦਾ ਮੁੱਖ ਬਿੰਦੂ ਹੈ ਸਹੀ ਵਿਹਲੇ ਸਮੇਂ ਵਿਚ, ਐਕਸਟ੍ਰੀਸ਼ਨ ਸਿਸਟਮ ਦੀ ਸਕ੍ਰੀਨ WC-20Co ਸਲਰੀ, ਉਤਪ੍ਰੇਰਕ ਅਤੇ ਆਰੰਭ ਕਰਤਾ ਨੂੰ ਮਜ਼ਬੂਤੀ ਨਾਲ ਹੱਲ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਹੈ ਕਿ ਘੁਰਰਣ ਅਤੇ ਕੂੜਾ ਚੁੱਕਣ ਤੋਂ ਬਾਅਦ ਜਲਦੀ ਹੀ ਐਮ ਏ ਏ ਏ ਏ ਐੱਮ ਏ ਮੋਨੋਮਰ ਦੇ ਪੋਰਿਲਾਈਏਰੀਕਰਣ ਵਾਪਰਦਾ ਹੈ. ਅਗਲੀ ਪਰਤ ਨੂੰ ਛਾਪਣ ਤੋਂ ਪਹਿਲਾਂ, ਘਾਹ ਦੀ ਪਿਛਲੀ ਪਰਤ ਕੋਲ ਕਾਫ਼ੀ ਤਾਕਤ ਹੁੰਦੀ ਹੈ ਤਾਂ ਕਿ ਹਰੇ ਰੰਗ ਦਾ ਆਪਣਾ ਆਕਾਰ ਬਰਕਰਾਰ ਰੱਖਿਆ ਜਾ ਸਕੇ ਅਤੇ ਆਪਣਾ ਭਾਰ ਬਰਕਰਾਰ ਰੱਖ ਸਕੇ. HEMA ਦੀ ਪਾਰਸ-ਲਿੰਕਿੰਗ ਪੋਲੀਮਰਾਈਜੇਸ਼ਨ ਇੱਕ ਐਕਸੋਥਰਮਿਕ ਪ੍ਰਤਿਕ੍ਰਿਆ ਹੈ, ਇਸ ਲਈ ਇੱਕ ਥਰਮਾਮੀਟਰ ਦੇ ਨਾਲ ਕਸਟਮ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਨਿਸ਼ਕਿਰਿਆ ਸਮਾਂ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਸਾਡੇ ਪਿਛਲੇ ਕੰਮ ਵਿੱਚ, ਅਸੀਂ ਉਤਪ੍ਰੇਰਕ TEMED ਦੀ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦੀ ਦਰ ਤੇ ਮਹੱਤਵਪੂਰਣ ਪ੍ਰਭਾਵ ਪਾਇਆ, ਜਦੋਂ ਟੀਮੇਡ ਦੀ ਇਕਾਗਰਤਾ 10 ਐਮਐਮਐਲ / ਐਲ ਕ੍ਰਾਸਲਿੰਕਿੰਗ ਪ੍ਰਤੀਕ੍ਰਿਆ ਸੀ ਜਦੋਂ ਸਥਿਰਤਾ ਹੁੰਦੀ ਹੈ. ਉਤਪ੍ਰੇਰਕ ਦੇ ਅਨੋਖਾ ਪ੍ਰਭਾਵ ਦੇ ਉਲਟ, ਸ਼ੁਰੂਆਤੀ ਦੀ ਤਵੱਜੋ ਨੂੰ ਸਮਾਯੋਜਿਤ ਕਰਕੇ ਨਿਸ਼ਕਿਰਿਆ ਸਮਾਂ ਅਤੇ ਪੋਲੀਮਰਾਈਕਰਣ ਦੀ ਦਰ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਣ ਲਈ ਇਹ ਵਧੇਰੇ ਅਸਾਨ ਹੈ. ਇੱਕ ਵਾਰ WC-20Co slurry ਵਿੱਚ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਸ਼ੁਰੂਆਤੀ BPO ਮੁਫ਼ਤ ਰੈਡੀਕਲ ਵਿੱਚ ਡੂੰਘਾ ਕਰਦਾ ਹੈ, ਸਫਲਤਾਪੂਰਵਕ ਪੋਲੀਮਰਾਈਜ਼ਿੰਗ ਪ੍ਰਤੀਕ੍ਰਿਆ ਸ਼ੁਰੂ ਕਰਦਾ ਹੈ. ਚਿੱਤਰ 5, ਡਬਲਿਊਸੀ -20 ਕੋ ਸਲਰੀ ਦੀ ਮੌਤ ਦੇ ਸਮੇਂ ਤੇ ਸ਼ੁਰੂਆਤੀ ਸੰਕਰਮਣ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਦਿਖਾਇਆ ਗਿਆ ਹੈ ਜਿਸਦੇ ਅਨੁਸਾਰ 56% ਦੀ ਇਕ ਸੌਲਿਡ ਸਮੱਗਰੀ ਵਾਲੀਅਮ ਰਾਹੀਂ. ਨਤੀਜੇ ਦਿਖਾਉਂਦੇ ਹਨ ਕਿ WC-20Co slurry ਦੀ ਜਗੀ ਨੂੰ ਕਾਬੂ ਕਰਨ ਯੋਗ ਹੈ. ਇਜਾਜ਼ਤ ਦੇਣ ਵਾਲੀ ਇਕਾਗਰਤਾ ਕੇਂਦਰਿਤਤਾ ਦੇ ਨਾਲ ਵਿਅਰਥ ਸਮਾਂ ਘੱਟ ਜਾਂਦਾ ਹੈ. ਜਦੋਂ ਸ਼ੁਰੂਆਤੀ ਸੰਚਾਲਨ 40 mmol / L ਹੁੰਦਾ ਹੈ, ਤਾਂ ਨਿਸ਼ਕਿਰਤ ਸਮਾਂ 20 ਮਿੰਟ ਹੁੰਦਾ ਹੈ. ਹਾਲਾਂਕਿ, ਸ਼ੁਰੂਆਤੀ ਸੰਕਰਮਣ ਦੇ ਰੂਪ ਵਿੱਚ 70 mmol / L ਤੱਕ ਵਧਿਆ, ਨਿਸ਼ਕਿਰਿਆ ਸਮਾਂ ਲਗਭਗ 5 ਮਿੰਟ ਘੱਟ ਗਿਆ. ਜਦੋਂ ਇਕਾਗਰਤਾ 100 ਐਮਐਮੋਲ / ਐਲ ਤੋਂ ਵੱਧ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਅਸਰ ਦੇ ਨਿਊਨਤਮ ਵਿਹਲੇ ਸਮੇਂ ਸਮਾਨ ਨਮੂਨਿਆਂ ਵੱਖੋ-ਵੱਖਰੇ ਸਮਕਾਲਾਂ ਵਾਲੀ ਸਮਗਰੀ ਨਾਲ ਸਲੀਰੀ ਤੇ ਲਾਗੂ ਹੁੰਦੀਆਂ ਹਨ. ਵਾਰ-ਵਾਰ ਕੀਤੇ ਗਏ ਪ੍ਰਯੋਗਾਂ ਦੇ ਨਤੀਜੇ ਅਨੁਸਾਰ ਸਰਵੋਤਮ ਖੁਰਾਕ ਦੀ ਸ਼ੁਰੂਆਤੀ (90 ਐਮਐਮੋਲ / ਐਲ) ਇਸ ਸਰਵੋਤਮ ਅਨਲੋਡ ਸਮੇਂ (ਲਗਭਗ 2 ਮਿੰਟ) ਦੇ ਦੌਰਾਨ, ਡਬਲਿਊ ਸੀ -20 ਕੋ SLURRY ਨੂੰ ਇੱਕ ਸਪ੍ਰੂ extruder ਵਿੱਚ ਕੁਝ ਖਾਸ ਉਤਪ੍ਰੇਰਕ ਅਤੇ ਸ਼ੁਰੂਆਤੀ ਨਾਲ ਮਿਲਾਇਆ ਗਿਆ ਸੀ ਅਤੇ ਫਿਰ ਇੱਕ ਸੰਜੋਗ ਦੁਆਰਾ ਕੱਢਿਆ ਗਿਆ ਅਤੇ ਅਖੀਰ ਵਿੱਚ 20 ਸਕਿੰਟਾਂ ਵਿੱਚ ਠੀਕ ਹੋ ਗਿਆ. 5 WC-20Co Slurry3.2 ਦੇ ਖਾਲੀ ਸਮੇਂ ਤੇ ਸ਼ੁਰੂਆਤੀ ਤਨਖਾਹ ਦਾ ਅਸਰ ਗ੍ਰੀਨ ਬਾਡੀ ਦੀ ਵਿਸ਼ੇਸ਼ਤਾ WC-20Co slurry ਨੂੰ ਇੱਕ ਪ੍ਰੰਪਰਾਗਤ ਨੋਜ਼ਲ ਦੁਆਰਾ ਕੱਢਿਆ ਗਿਆ ਸੀ ਅਤੇ ਬਾਰਸ ਪ੍ਰਭਾਸ਼ਿਤ (ਐਕਸਿਲਡਡ ਐਕਸਪੈਨਸ਼ਨ) ਦੇ ਕਾਰਨ, ਸਲਰੀ ਫੀਲਮੈਂਟ ਦਾ ਵਿਆਸ ਨੋਜ਼ਲ ਦੇ ਅੰਦਰੂਨੀ ਰੇਸ ਤੋਂ ਥੋੜ੍ਹਾ ਵੱਡਾ ਸੀ. ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1 (ਸੀ) ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ, ਜਦੋਂ ਛਿੱਲ ਰਚਨਾ ਨੂੰ ਛਪਾਈ ਦੇ ਪਲੇਟਫਾਰਮ ਤੇ ਜਮ੍ਹਾਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਇਸਦਾ ਆਪਣਾ ਗ੍ਰੈਵਟੀ, ਰਾਇਓਲੌਜੀ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਨੋਜਲ ਨਾਲ ਮਾਮੂਲੀ ਸੰਪਰਕ ਅਰਧ-ਅੰਡਾਕਾਰ ਬਣ ਜਾਵੇਗਾ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1 (ਸੀ) ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. ਵਿਹਲੇ ਸਮੇਂ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਦੁਆਰਾ, ਅਗਲੀ ਪਰਤ ਨੂੰ ਕੱਢਣ ਤੋਂ ਪਹਿਲਾਂ ਪ੍ਰਿਟਿੰਗ ਪੇਸਟ ਤੇਜ਼ੀ ਨਾਲ ਠੀਕ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਕਾਫੀ ਮਜ਼ਬੂਤ ਹੋ ਸਕਦਾ ਹੈ. ਚਿੱਤਰ 1 (ਡੀ) 3 ਜੀ ਡੀ ਜੀ.ਪੀ ਵੰਡ ਪ੍ਰਕਿਰਿਆ ਦਾ ਇੱਕ ਯੋਜਨਾਬੱਧ ਹੈ. WC-20Co slurry filaments cross-stacked ਹਨ ਅਤੇ ਅਗਲੀ ਪਰਤ ਪਿਛਲੇ ਪਰਤ ਦੇ ਖਾਲੀ ਥਾਂ ਨੂੰ ਭਰ ਦੇਵੇਗਾ. ਉਪਰੋਕਤ Barus ਪ੍ਰਭਾਵ ਦੇ ਕਾਰਨ, ਸਹੀ ਭਰਨ ਦੀ ਦਰ ਨੂੰ ਚੁਣਨਾ ਜ਼ਰੂਰੀ ਹੈ. ਭਰਨ ਦੀ ਦਰ ਦਾ ਪ੍ਰਭਾਵ ਚਿੱਤਰ 6 ਵਿੱਚ ਦਰਸਾਇਆ ਗਿਆ ਹੈ. 0.7 ਮਿਲੀਮੀਟਰ ਨੋਜਲ ਅਤੇ 56 ਵਾਲ% ਸੋਲਡਾਂ ਨਾਲ WC-20Co ਪੇਸਟ ਨਾਲ ਤਿੰਨ ਵੱਖਰੇ ਫਰੇਬ-ਦਰ ਦੇ ਨਮੂਨੇ ਛਾਪੇ ਗਏ ਸਨ. ਜਦੋਂ ਭਰਨ ਦੀ ਦਰ 100% ਹੁੰਦੀ ਹੈ, ਤਾਂ WC-20Co slurry ਉਤਪਾਦ ਦੇ ਆਕਾਰ ਨੂੰ ਨਕਾਰਾ ਕਰਕੇ, ਵਿਗਾੜ ਦੇਵੇਗੀ ਅਤੇ ਫਿਰ ਨੁਕਸਾਨ ਕਰੇਗੀ. ਦੂਜੇ ਪਾਸੇ, ਜਿਵੇਂ ਕਿ ਵਿੰਗਾਂ ਵਿਚ ਦਿਖਾਇਆ ਜਾ ਰਿਹਾ ਹੈ. 6 (ਏ), ਘੱਟ ਭਰਨ ਦੀ ਦਰ ਦਾ ਨਤੀਜਾ ਗ੍ਰੀਨ ਬਾਡੀ ਦੀ ਘੱਟ ਘਣਤਾ ਹੁੰਦਾ ਹੈ. 92% ਦੀ ਭਰਨ ਦੀ ਦਰ ਨਾਲ, ਹਰੀ ਸਰੀਰ ਨੇ ਵਧੀਆ ਬਣਾਈ ਹੈ ਢੁਕਵੀਂ ਭਰਾਈ ਦੀ ਦਰ ਸਲਰੀ ਅਤੇ ਨੋਜਲ ਦੇ ਆਕਾਰ ਦੇ ਰਾਇਵੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਆਧਾਰ ਤੇ ਚੁਣੀ ਜਾਂਦੀ ਹੈ. ਵੱਖਰੇ ਭਰਨ ਦੀ ਦਰ ਨਾਲ 6 ਗਰੀਨ ਨਮੂਨੇ ਲਗਾਓ: (ਏ) 84%, (ਬੀ) 92% ਅਤੇ (ਸੀ) 100%. ਨੋਜਲ ਜਮ੍ਹਾ ਪਰਤ ਦੀ ਮੋਟਾਈ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ ਅਤੇ ਅਖੀਰ ਹਰੇ ਰੰਗ ਦੇ ਸਧਾਰਣ ਅਤੇ ਅੰਦਾਜਨ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ. ਇਹ ਦਰਸਾਉਣ ਲਈ, ਕਈ ਨਮੂਨੇ 3DGP ਦੁਆਰਾ ਵੱਖਰੇ ਵਿਆਸ ਨੋਜਲ ਅਤੇ WC-20Co slurry ਨੂੰ 56 vol% ਸੋਲਡ ਲੋਡ ਕਰਨ ਨਾਲ ਬਣਾਇਆ ਗਿਆ ਸੀ. ਉਨ੍ਹਾਂ ਦੀ ਪਰਤ ਮੋਟਾਈ, ਸਤ੍ਹਾ ਦੀ ਸੁੰਜ, ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਨੂੰ 3 ਜੀ ਡੀ ਜੀ ਪੀ ਦੀ ਸ਼ੁੱਧਤਾ ਦੀ ਗਣਨਾ ਕਰਨ ਲਈ ਮਾਪਿਆ ਗਿਆ ਸੀ. ਪ੍ਰਿੰਟਰਡ ਨਮੂਨੇ ਦੀ ਲੇਅਰ ਮੋਟਾਈ ਅਤੇ ਸਤਹ ਫਰਸ਼ਤਾ confocal ਲੇਜ਼ਰ ਸਕੈਨਿੰਗ ਮਾਈਕ੍ਰੋਸਕੋਪੀ ਦੁਆਰਾ ਸਟੱਡੀ ਕੀਤੀ ਗਈ ਸੀ. ਅੰਜੀਰ. 7 3 ਜੀ ਡੀਜੀ ਦੁਆਰਾ 0.5, 0.6 ਅਤੇ 0.7 ਮਿਲੀਮੀਟਰ ਦੇ ਅੰਦਰੂਨੀ ਰੇਸਰਾਂ ਨਾਲ ਤਿੰਨ ਨੰਜ਼ਲਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਪ੍ਰਾਪਤ ਕੀਤੀ ਗ੍ਰੀਨ ਬਾਡੀ ਦਾ ਇੱਕ ਪਾਸੇ ਦਾ ਨਜ਼ਰੀਆ ਹੈ. ਇਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਲੇਅਰ ਫਿਲਮੈਂਟਸ ਆਪਣੇ ਆਕਾਰ ਅਤੇ ਇਲਾਜ ਨੂੰ ਸਮੇਂ ਸਮੇਂ ਵਿਚ ਕਾਇਮ ਰੱਖਦੇ ਹਨ, ਲੇਅਰਾਂ ਵਿਚਕਾਰ ਚੰਗੇ ਬੰਧਨ ਦੇ ਨਾਲ. ਸਾਰਣੀ 3 ਤਾਰ ਮੋਟਾਈ, ਸਤ੍ਹਾ ਘੁਟਣ ਅਤੇ ਛਾਪੇ ਹੋਏ ਹਰਿਆਲੀ ਦੇ ਮਾਪਾਂ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ. ਮਾਪਿਆ ਲੇਅਰ ਮੋਟਾਈਜ਼ (ਕ੍ਰਮਵਾਰ 0.355 ਮਿਲੀਮੀਟਰ, 0.447 ਮਿਲੀਮੀਟਰ ਅਤੇ 0.552 ਮਿਲੀਮੀਟਰ) ਦੇ ਨਤੀਜੇ ਸਾਰਣੀ 2 ਵਿੱਚ ਦਰਸਾਏ ਗਏ 3DGP ਦੀਆਂ ਸੈਟਿੰਗਾਂ ਦੇ ਅਨੁਕੂਲ ਹਨ. ਜਿਵੇਂ ਕਿ ਨੋਜ਼ਲ ਦੇ ਵਿਆਸ ਵਧਦਾ ਹੈ, ਛਾਪੇ ਹੋਏ ਨਮੂਨੇ ਦੀ ਸਤਹ ਔਸਤਨ ਵੱਧਦਾ ਹੈ. ਜਦੋਂ ਇੱਕ ਆਇਤਾਕਾਰ ਪੈਰਲਲੇਪਿਪਡ ਨਮੂਨਾ 0.5 ਮੀਮੀ ਦੇ ਅੰਦਰਲੇ ਵਿਆਸ ਦੇ ਨਾਲ ਇੱਕ ਨੋਜ਼ਲ ਵਰਤ ਕੇ ਛਾਪਿਆ ਗਿਆ ਸੀ, ਤਾਂ 8.13 ± 0.6 μ ਮੀਟ ਦੀ ਸਤ੍ਹਾ ਦੀ ਖਰਾਬੀ (ਰਾ) ਪ੍ਰਾਪਤ ਕੀਤੀ ਗਈ ਸੀ. ਜਦੋਂ ਨੋਜ਼ਲ ਦੇ ਅੰਦਰੂਨੀ ਰੇਸਲੇ ਨੂੰ 0.7 ਮਿਲੀਮੀਟਰ ਤੱਕ ਵਧਾਇਆ ਗਿਆ ਸੀ, ਤਾਂ ਨਮੂਨੇ ਦੀ ਸਤਹ ਫਰਸ਼ਾਨ (ਰਾ) ਸੀ, ਜੋ 19.98 ± 0.9 μm ਦੇ ਬਰਾਬਰ ਸੀ. ਜਿਵੇਂ ਕਿ ਸਾਰਣੀ 3 ਵਿੱਚ ਵੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਇਹ ਸਾਰੇ ਪ੍ਰਿੰਟ ਕੀਤੇ ਖਾਲੀ ਸਥਾਨ ਤਿੰਨ-ਅਯਾਮੀ ਮਾਡਲ ਦੇ ਮੁਕਾਬਲੇ ਥੋੜੇ ਵੱਡੇ ਹੁੰਦੇ ਹਨ, ਪਰ ਸੁਕਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਸਮੇਂ ਵਿੱਚ ਥੋੜ੍ਹਾ ਛੋਟਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਇਸਦੇ ਮਾਡਲ ਦੇ ਨੇੜੇ ਹਨ. ਚਿੱਤਰ 8 ਇੱਕ 0.5 ਮਿਲੀਮੀਟਰ ਨੋਜਲ ਅਤੇ 56 ਵਾਲ% ਸੋਲਡ ਲੋਡਿੰਗ ਨਾਲ ਇੱਕ ਡਬਲਯੂ.ਸੀ-20 ਕੋ SLURRY ਵਰਤ ਕੇ ਇੱਕ ਸੁਕਾਇਆ ਆਇਤਾਕਾਰ ਨਮੂਨਾ ਵਿਖਾਉਂਦਾ ਹੈ. ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 8 (ਬੀ) ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ, 3DGP-bulit ਨਮੂਨੇ ਦੀ ਸਤੱਰ ਦਾ ਕੋਈ ਪ੍ਰਤੱਖ ਪੋਰਰਜ਼, ਤਪਸ਼, ਅਤੇ ਵਾਰਪਾਂ ਦੇ ਨੁਕਸ ਨਹੀਂ ਸੀ. ਲਾਈਨ ਪ੍ਰਿੰਟ ਪੁਆਇੰਟ ਅਜੇ ਵੀ ਕਿਊਬਿਉਡ ਨਮੂਨੇ ਦੀ ਸਤਹ 'ਤੇ ਨਜ਼ਰ ਆਉਂਦੇ ਹਨ. ਨਤੀਜੇ ਦਿਖਾਉਂਦੇ ਹਨ ਕਿ 3 ਜੀ ਡੀ ਪੀ ਡਿਪਾਰਟਮੈਂਟ ਵਿਚ ਵਧੀਆ ਬਣਤਰ ਦੀ ਯੋਗਤਾ ਹੈ, ਅਤੇ ਹੇਠਲੇ ਸਫਇਣ ਦੇ ਔਸਤਨ ਅਤੇ ਉੱਚੀ ਆਯਾਮੀ ਸ਼ੁੱਧਤਾ ਵਿਚ ਨਮੂਨੇ ਦੇ ਨਮੂਨੇ ਤਿਆਰ ਕਰਨ ਲਈ ਵਧੀਆ ਨੋਜਲ ਦੀ ਵਰਤੋਂ. ਚਿੱਤਰ 8 (ਈ) ਇੱਕ ਘੱਟ ਵਿਸਤਰੀਕਰਨ ਹਰੇ ਸੁੱਕੇ ਨਮੂਨੇ ਦਾ ਇੱਕ ਕਰੌਸ-ਭਾਗ ਦਿਖਾਉਂਦਾ ਹੈ. ਗ੍ਰੀਨ ਸੈਂਪਲ ਦੇ ਅੰਦਰ ਪ੍ਰਿੰਟ ਲੇਅਰ ਅਤੇ ਲਾਈਨਾਂ ਦੇ ਵਿਚਕਾਰ ਕੋਈ ਇੰਟਰਫੇਸ ਨਹੀਂ ਹੈ. ਹਾਲਾਂਕਿ WC-Co ਪੇਸਟ ਲੇਅਰ ਦੁਆਰਾ ਇਕ ਲੇਅਰ ਦੁਆਰਾ ਇੱਕ ਛਾਪੇ ਜਾਂਦੇ ਹਨ, ਪੇਸਟ ਦੀ ਗਿੱਲੀ ਅਤੇ ਫੈਲਣ ਵਾਲੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਧੀਆ ਹੁੰਦੀਆਂ ਹਨ, ਅਤੇ ਭਰਨ ਦੀ ਦਰ ਸਹੀ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਕਿ ਤਾਰ ਅਤੇ ਲੇਅਰ ਵਿੱਚ ਸ਼ਾਨਦਾਰ ਅਨੁਕੂਲਨ ਹੋਵੇ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਛਪਾਈ ਅਤੇ ਸੁਕਾਉਣ ਦੇ ਕਦਮਾਂ ਦੇ ਦੌਰਾਨ ਇਹਨਾਂ ਇੰਟਰਫੇਸਾਂ ਤੇ HEMA ਦੇ ਕਰੌਸ-ਲਿੰਕਿੰਗ ਪੋਲੀਮਰਾਈਜੇਜ਼ਿੰਗ ਅਜੇ ਵੀ ਵਾਪਰਦੀ ਹੈ ਅਤੇ ਤਾਰਾਂ ਅਤੇ ਲੇਅਰਾਂ ਦਾ ਤੰਗ ਨਾਲ ਸੰਬੰਧ. SEM ਚਿੱਤਰ ਤੋਂ (ਚਿੱਤਰ 8 (f)), ਇਹ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਹਰੀ ਦਾ ਨਮੂਨਾ ਇਕਸਾਰ ਮਾਈਕਰੋਸਟਚਰ ਹੁੰਦਾ ਹੈ ਅਤੇ ਡਬਲਯੂ.ਸੀ.-ਕੋ ਕਣਾਂ ਇਕਸਾਰ ਵੰਡੀਆਂ ਹੁੰਦੀਆਂ ਹਨ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕਣਾਂ ਨੂੰ ਜੈਲ ਪੌਲੀਮੋਰ ਨਾਲ ਕਵਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਕਸ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ. ਫਿਫਚਰ 7: ਡੀਡਜੀਪ ਦੁਆਰਾ ਬਣਾਈ ਵੱਖੋ-ਵੱਖਰੇ ਨੋਜਲਾਂ ਦੇ ਹਰੀ ਸਵਾਰਾਂ ਦੀ ਸਤਹ ਦੀ ਸਤਹ ਦੀ ਦਿੱਖ ਅਤੇ ਲੇਅਰ ਮੋਟਾਈ: 0.5 ਮਿਲੀਮੀਟਰ ਨੋਜਲ, (ਬੀ) 0.6 ਮਿਲੀਅਨ ਨੋਜਲ ਅਤੇ (ਸੀ) 0.7 ਮਿਲੀਮੀਟਰ ਨੋਜਲ. ਟੇਬਲ 3. ਲੇਅਰ ਮੋਟਾਈ, ਸਤਹ ਫਰਸ਼ਪੂਰਨ, ਅਤੇ ਜਿਵੇਂ-ਪ੍ਰਿੰਟ ਕੀਤੀ ਹਰੀਆਂ ਸਜੀਵੀਆਂ ਦੇ ਮਾਪ, ਅਤੇ ਸੁਕਾਏ ਹੋਏ ਹਰੇ ਸਰੀਰਾਂ ਦੇ ਮਾਪ. (3 ਡੀ ਮਾਡਲ 40 ਐਮਐਮ × 20 ਮਿਲੀਮੀਟਰ × 20 ਮਿਲੀਮੀਟਰ ਹੁੰਦਾ ਹੈ.) ਅੰਡਾ. 8. ਘਣਤਾ ਦਾ ਨਮੂਨਾ 3DGP ਦੁਆਰਾ 0.5 ਮਿਲੀਮੀਟਰ ਨੋਜਲ ਅਤੇ WC-20Co slurry ਵਰਤ ਕੇ ਛਾਪਿਆ ਗਿਆ ਹੈ ਜਿਸਦਾ 56 ਵੀਂ% ਭੰਡਾਰਨ ਹੈ: (A) ਤਿੰਨ-ਅਯਾਮੀ ਮਾਡਲ, (ਬੀ) ਸੁੱਕੇ ਹਰੇ ਸਰੀਰ, (c) ਸੁੱਤਾ ਹੋਇਆ ਨਮੂਨਾ, (e) ਸੁਕਾਏ ਹੋਏ ਹਰੇ ਸਰੀਰ ਦਾ ਕਰਾਸ ਭਾਗ, ਘੱਟ ਵਿਸਥਾਰ ਅਧੀਨ ਅਤੇ ਸੁਕਾਏ ਹੋਏ ਹਰੇ ਰੰਗ ਦੇ (f) ਮਾਈਕਰੋਸਟਕਚਰ. ਸੋਲਡ ਲੋਡਿੰਗ ਗ੍ਰੀਨ ਬਾਡੀ ਦੀ ਘਣਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ. ਜਿਵੇਂ ਕਿ ਐਫ.ਆਈ.ਜੀ. 9, ਜਦੋਂ ਇੱਕ ਸਹੀ ਨੋਜਲ ਚੁਣਿਆ ਗਿਆ ਹੈ ਅਤੇ ਇੱਕ ਸਹੀ ਭਰਾਈ ਦੀ ਦਰ ਚੁਣੀ ਗਈ ਹੈ, ਤਾਂ ਗ੍ਰੀਨ ਘਣਤਾ ਘਣਤਾ ਵਾਧੇ ਦੇ ਠੋਸ ਭਾਰ ਵਾਂਗ ਵੱਧਦੀ ਹੈ. 56 ਵੋਲ% ਦੇ ਇੱਕ ਠੋਸ ਲੋਡ ਤੇ, ਹਰੀ ਘਣਤਾ 7.85 g / cm3 ਸੀ. ਉੱਚ ਸੋਲਡਜ਼ ਸਮੱਗਰੀ ਸਲਰਾਂ ਦੀ ਵਰਤੋਂ ਵਧੇਰੇ ਘਣਤਾ ਵਾਲੇ ਹਰੇ ਰੰਗ ਦੇ ਕੰਪੈਕਟਸ ਦੇ ਉਤਪਾਦਨ ਦੀ ਸਹੂਲਤ ਦਿੰਦੀ ਹੈ ਅਤੇ ਸੁਕਾਉਣ ਅਤੇ ਸਿੰਟਰਿੰਗ ਦੇ ਦੌਰਾਨ ਸੰਚਾਰਨ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ, ਜੋ ਉੱਚ ਘਣਤਾ ਦੇ ਸਮਾਨਤਾ ਅਤੇ ਬਹੁਤ ਹੀ ਸਹੀ ਸਾਈਨਟਰਡ ਹਿੱਸੇ ਦੀ ਪ੍ਰਾਪਤੀ ਨੂੰ ਆਸਾਨ ਬਣਾਉਂਦਾ ਹੈ. ਵਾਜਬ ਲੇਸ ਦੇ ਪ੍ਰਭਾਸ਼ਿਤ ਵਿਚ, ਸੰਭਵ ਤੌਰ 'ਤੇ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਠੋਸ ਲੋਡ ਵਧਾਉਣਾ ਜ਼ਰੂਰੀ ਹੈ. ਫਿਅਚਰ 9. ਵੱਖਰੇ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਹੌਲੀ ਬੋਝ ਨਾਲ 3D ਜੀਪੀ ਨਮੂਨਿਆਂ ਦੀ ਗ੍ਰੀਨ ਘਣਤਾ ਅਤੇ ਪਾਪੀ ਘਣਤਾ .3.3. ਸੈਂਟਰਡ ਨਮੂਨਾ 3DGP ਦੀ ਪ੍ਰਕਿਰਿਆ ਜੈਵਿਕ ਮੋਨੋਮਰ ਬਾਇਡਰਜ਼ ਅਤੇ ਐਫ ਡੀ ਐੱਮ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਪੋਲੀਮਰਾਈਜੇਸ਼ਨ ਵਿੱਚ ਅਧਾਰਿਤ ਹੈ. ਪਾਪਟਰਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਹਰੇ ਜੈੱਲ ਪੌਲੀਮੋਰ (ਜੈਵਿਕ ਬਿੰਡਰ) ਨੂੰ ਸੜਨ ਅਤੇ ਸਾੜ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ. ਜੈਵਿਕ ਬਿੰਦਰਾਂ ਦੀ ਥਰਮਲ ਅਸਪੱਸ਼ਟਤਾ ਦੇ ਕੈਨੇਟਿਕਸ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ, 56 ਵੋਲ% ਘੋਲ ਲੋਡਿੰਗ ਤੇ WC-20Co slurry ਵਰਤਦੇ ਹੋਏ ਹਰੀ ਨਮੂਨੇ 10 ° C / ਮਿੰਟ ਦੀ ਗਰਮੀ ਦੀ ਰੇਟ ਤੇ ਇੱਕ ਵਗਣ ਵਾਲੇ ਆਰ੍ਗਨ ਦੇ ਮਾਹੌਲ ਵਿੱਚ TG ਅਤੇ DTA ਦੁਆਰਾ ਟੈਸਟ ਕੀਤੇ ਗਏ ਸਨ . ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 10 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ, ਟੂਲੋਜੂਨੀ ਦੇ ਉਪਰੋਕਤ ਦੇ ਕਾਰਨ ਹਰੇ ਨਮੂਨੇ ਐਂਡੋਥੋਰਾਈਡ ਹਨ ਅਤੇ ਘੱਟ ਤਾਪਮਾਨਾਂ (<100 ° C) ਤੇ ਹਲਕੇ ਹੁੰਦੇ ਹਨ. ਡੀ.ਟੀ.ਏ. ਵਕਰ ਕਰੀਬ 450 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਵਿੱਚ ਇੱਕ ਮਜ਼ਬੂਤ exotherm ਦਰਸਾਉਂਦਾ ਹੈ. ਐਕਸੋਥੈਰਮਿਕ ਪੀਕ ਦੇ ਅਨੁਸਾਰੀ, ਹਰੇ ਸਰੀਰ 300 ° C ਅਤੇ 500 ° C ਵਿਚਕਾਰ ਮਹੱਤਵਪੂਰਣ ਭਾਰ ਦਾ ਨੁਕਸਾਨ ਦਰਸਾਉਂਦਾ ਹੈ. ਜਦੋਂ 600 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਤੱਕ ਗਰਮ ਕੀਤਾ ਜਾਵੇ ਤਾਂ ਹਰੀ ਦਾ ਨਮੂਨਾ 3.08 ਵਰਗ ਮੀਟਰ ਘੱਟ ਗਿਆ. ਗਣਨਾ ਦੁਆਰਾ, ਸੁੱਕੇ ਹਰੇ ਨਮੂਨੇ ਦੇ ਜੈਵਿਕ ਸਮਗਰੀ ਨੂੰ ਵਜ਼ਨ ਦੁਆਰਾ 3.02% ਰੱਖਿਆ ਗਿਆ ਸੀ. ਜਦੋਂ ਤਾਪਮਾਨ 600 ਤੋਂ ਵੱਧ ° C ਹੁੰਦਾ ਹੈ, ਤਾਂ ਹਰੇ ਸਰੀਰ ਦਾ ਭਾਰ ਘੱਟ ਹੀ ਬਦਲਦਾ ਹੈ. ਨਤੀਜੇ ਦਰਸਾਉਂਦੇ ਹਨ ਕਿ ਹਰਾ ਪੌਲੀਮੋਰ ਜੈੱਲ ਲਗਭਗ 600 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਤੱਕ ਗਰਮ ਕਰਨ ਤੋਂ ਬਾਅਦ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਾੜ ਦਿੱਤਾ ਗਿਆ. ਜੈਵਿਕ ਬਿੰਦਰਾਂ ਦੀ ਘੱਟ ਸਮਗਰੀ ਦੇ ਕਾਰਨ, 3DGP ਛਾਪੇ ਹੋਏ ਹਰੇ ਨਮੂਨਿਆਂ ਵਿੱਚ ਸਿਰਫ ਥਰਮਲ ਡਿਜਰੇਸਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ. 3D ਜੀਪੀ ਵੱਡੇ-ਆਕਾਰ ਦੇ ਹਿੱਸੇ ਬਣਾ ਸਕਦੀ ਹੈ ਫਰਨੇਸ ਦੇ ਤਾਪਮਾਨ ਦੀ ਲੰਬਾਈ ਦੇ ਮੱਦੇਨਜ਼ਰ ਇੱਕ ਘੰਟੇ ਲਈ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਦੇ ਨਮੂਨੇ ਨੂੰ 700 ਡਿਗਰੀ ਸੈਲਸੀਅਰ ਤੇ ਮਿਲਾ ਦਿੱਤਾ ਗਿਆ ਸੀ. ਐੱਫ ਆਈ ਜੀ ਵਿਚ. 8 (ਸੀ), ਇਹ ਸਪੱਸ਼ਟ ਤੌਰ ਤੇ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ 3 ਡੀ ਜੀਪੀ-ਨਿਰਮਿਤ ਨਮੂਨੇ ਨੂੰ ਘਟਾਉਣਾ ਇਕਸਾਰ ਹੈ. ਸੁੱਜਿਆ ਹੋਇਆ ਨਮੂਨਾ ਬਿਨਾਂ ਕਿਸੇ ਟੁਕੜੇ ਦੇ ਇਸ ਦੇ ਰੂਪ ਨੂੰ ਸੰਭਾਲਦਾ ਹੈ ਅਤੇ ਸਤਹ 'ਤੇ ਕੋਈ ਨੁਕਸ ਨਹੀਂ ਹੈ. ਫਿਗਰ. 10 ਡੀ.ਟੀ.ਏ. ਵਕਰ ਅਤੇ ਟੀ.ਜੀ. ਵਕਰ 10 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਦੀ ਇਕ ਗਰਮਾਈ ਦੀ ਦਰ ਨਾਲ. 3DGP ਨਮੂਨਾ ਵੱਧਦਾ ਹੈ. ਐੱਫ. ਆਈ. ਆਈ. ਦੇ ਘਣਤਾ ਦੇ ਅੰਕੜੇ ਵਾਂਗ. 9, ਇੱਕ ਡਬਲਿਊ ਸੀ -20 ਕੋ ਸਲਰੀ ਦੀ ਵਰਤੋਂ ਨਾਲ ਛਾਪਿਆ ਗਿਆ ਇੱਕ ਨਮੂਨਾ ਜੋ 56 ਵੀਂ ਵਾਲੀ ਲੋਡਿੰਗ ਦੇ ਨਾਲ ਘੁਲਦਾ ਹੈ .-% ਨੇ 13.55 ਗ੍ਰਾਮ / ਸੀ ਐਮ 3 ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਘਣਤਾ ਦਿਖਾਈ, ਜੋ ਕਿ ਸਿਧਾਂਤਕ ਘਣਤਾ ਦੇ 99.93% ਹਾਲਾਂਕਿ, ਜਦੋਂ ਠੋਸ ਲੋਡ ਘਟਾ ਕੇ 47% ਘਟਾ ਦਿੱਤਾ ਗਿਆ ਸੀ, ਤਾਂ ਪਾਪੀ ਘਣਤਾ ਸਿਰਫ 12.01 g / cm 3 (ਸਿਧਾਂਤਿਕ ਘਣਤਾ ਦਾ 88.58%) ਸੀ. ਠੋਸ ਲੋਡਿੰਗ ਦਾ ਪ੍ਰਭਾਵ sintered ਨਮੂਨਾ ਦੇ ਮਾਈਰੋਸਟੋਸਟਚਰ ਵਿੱਚ ਵੀ ਪ੍ਰਤੀਬਿੰਬਤ ਹੁੰਦਾ ਹੈ. ਵਾਲੀਅਮ ਦੁਆਰਾ 56% ਤਕ ਦਾ ਇੱਕ ਠੋਸ ਲੋਡ ਤੇ, SEM ਚਿੱਤਰ (ਚਿੱਤਰ 11 (a)) ਇੱਕ ਚਿਪਕਾਇਆ ਨਮੂਨਾ ਦਰਸਾਉਂਦਾ ਹੈ ਜਿਸਦੇ ਨਾਲ ਪੂਰੇ ਘੇਰਾਬੰਦੀ ਦੇ ਨਾਲ ਦਰਸਾਈ ਹੋਈ ਕੋਈ ਵੀ ਚੀਰ ਜਾਂ ਫੋਇਜ਼ ਨਹੀਂ ਜਦੋਂ ਠੋਸ ਸਮਗਰੀ ਘੱਟ ਹੁੰਦੀ ਹੈ, ਦੂਜੇ ਸ਼ਬਦਾਂ ਵਿਚ, ਘੋਲਨ ਵਾਲਾ ਸਮੱਗਰੀ ਅਤੇ ਜੈਵਿਕ ਬਾਇਡਰ ਸਮੱਗਰੀ ਬਹੁਤ ਉੱਚੀ ਹੁੰਦੀ ਹੈ, ਸੌਲਵੈਂਟ ਦੀ ਉਪੱਰਥ ਅਤੇ ਜੈਵਿਕ ਬਾਇਡਰ ਦੇ ਬਰਨ-ਆਊਟ ਕਾਰਨ ਬਹੁਤ ਸਾਰੀਆਂ ਬੋਝ ਪੈਦਾ ਹੁੰਦੀਆਂ ਹਨ, ਜੋ ਕਿ ਡੂੰਘਾਈ ਨੂੰ ਠੇਸ ਪਹੁੰਚਾਉਣ ਵਾਲੀ ਰੁਕਾਵਟ ਨੂੰ ਰੋਕਦੀਆਂ ਹਨ. ਅੰਜੀਰ. 11 (ਬੀ) ਤੋਂ ਪਤਾ ਲਗਦਾ ਹੈ ਕਿ ਜਦੋਂ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸਲਰੀ ਦੀ ਡੂੰਘਾਈ ਲੋਡਿੰਗ ਨੂੰ ਘਟਾ ਕੇ 53% ਘਟਾ ਦਿੱਤਾ ਗਿਆ ਹੈ, ਤਾਂ ਪਾਪੀ ਨਮੂਨੇ ਵਿਚ ਕੁਝ ਛੋਟੇ ਛੋਟੇ ਘੁਰਨੇ ਹਨ. ਐੱਫ. ਆਈ. ਆਈ. ਵਿੱਚ ਵੱਡੀ ਗਿਣਤੀ ਵਿੱਚ ਅਵਾਜਾਂ ਦੀ ਨਿਗਰਾਨੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. 11 (ਸੀ) ਇਕ ਡਬਲਿਊ.ਸੀ -20 ਕੋ ਸਲਰੀ ਵਰਤ ਕੇ ਛਪਿਆ ਇਕ ਨਮੂਨਾ ਦੀ ਮਾਈਕਰੋਸਟਚਰ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ ਜਿਸ ਨਾਲ ਘਣ ਕੇ 50% ਦੀ ਲੋਡਿੰਗ ਹੋ ਜਾਂਦੀ ਹੈ. ਜਿਵੇਂ ਕਿ ਐਫ.ਆਈ.ਜੀ. 11 (ਡੀ), ਵੱਧ ਤੋਂ ਵੱਧ ਛੇਕ ਵਿਖਾਈ ਦੇ ਰਹੇ ਹਨ ਕਿਉਂਕਿ ਠੋਸ ਲੋਡ ਹੋਰ ਘਟਾਇਆ ਜਾਂਦਾ ਹੈ. ਡੀਲਗੈਸਿੰਗ ਅਤੇ ਸਟਰਟਰਿੰਗ ਦੌਰਾਨ ਘੁਲਣਸ਼ੀਲ ਅਤੇ ਜੈਵਿਕ ਬਾਈਂਡਰ ਦੁਆਰਾ ਛੱਡੇ ਹੋਏ ਛਾਲੇ ਨੂੰ ਭਰਨ ਲਈ ਕਾਫ਼ੀ ਤਰਲ ਪੜਾਅ ਨਹੀਂ ਹੈ. ਇਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਘੱਟ ਡੈਨਸਿਟੀ ਅਤੇ ਵੋਲਕ -20 ਕੋ ਪੇਸਟ ਦੀ ਵਰਤੋਂ ਨਾਲ ਛਾਪੇ ਗਏ ਨਮੂਨਿਆਂ ਵਿਚ ਵੱਡੀ ਗਿਣਤੀ ਵਿਚ ਆਊਟ ਹੋ ਗਏ ਹਨ. ਵੋਲਟੇਜ ਦੁਆਰਾ 47% ਦੀ ਲੋਡਿੰਗ ਵਾਲੀ ਇਕ ਮਿਕਦਾਰ ਵਿਚ. (A) 56 vol%, (b) 53 vol%, (c) 50 ਵੋਲ%, ਅਤੇ (ਡੀ) 47 ਵੋਲ% WC-20C ਨੂੰ ਇੱਕ ਸੀਡੀਮੇਟਿਡ ਨਮੂਨੇ ਦੇ 3DGP ਛਪੇ ਹੋਏ SEM ਚਿੱਤਰ ਰਾਹੀਂ ਘੁਮਾਇਆ. ਚਿੱਤਰ 12 ਡਬਲਿਊ.ਸੀ -20 ਕੋ ਸੌਲਰੀ ਦੇ ਠੋਸ ਲੋਡਿੰਗ ਦੇ ਤੌਰ ਤੇ ਪਾਪੀ ਨਮੂਨਿਆਂ ਦੀ ਕਠੋਰਤਾ ਵਿਚ ਤਬਦੀਲੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ. ਵੋਲਯੂਮ ਦੁਆਰਾ 47% ਦੀ ਲੋਡਿੰਗ ਸਮੇਂ, ਕਠਿਨਾਈ (ਐਚ.ਆਰ.ਏ.) ਸਿਰਫ 84.5 ਹੈ. ਘੱਟ ਘੋਲਨ ਵਾਲੀ ਘਟੀਆ ਘਣਤਾ ਘਟੀ ਹੈ (ਹਾਈ ਪੋਰਰਸਟੀ), ਜੋ ਕਿ ਨਮੂਨਾ ਦੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਬਹੁਤ ਘੱਟ ਕਰ ਦਿੰਦੀ ਹੈ. ਠੋਸ ਲੋਡਿੰਗ ਵਧਣ ਦੇ ਤੌਰ ਤੇ, ਸਖਤਤਾ ਵਿੱਚ ਕਾਫ਼ੀ ਵਾਧਾ ਹੁੰਦਾ ਹੈ. ਇੱਕ 56 ਵੋਲਟੂੁੰ% ਸੋਲਡ ਲੋਡ ਹੋਣ ਵਾਲੀ WC-20Co slurry ਵਰਤਦੇ ਹੋਏ ਨਮੂਨਿਆਂ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਮੁਸ਼ਕਲ (ਐਚ.ਆਰ.ਏ.) 87.7 ਦੀ ਹੈ. ਫਿਚੁਰੀ 12. ਡਬਲਿਊ.ਸੀ -20 ਸੀ ਡਬਲ ਡੂੰਘਾਈ ਨਾਲ ਵੱਖਰੇ ਹੋਏ ਨਮੂਨਿਆਂ ਦੀ ਸਖਤਤਾ ਮੁੱਲ. ਇਸੇ ਤਰ੍ਹਾਂ ਦੀ ਸਥਿਤੀ ਬਿਪਰੀ ਭੰਗ ਫਟਣ ਨਾਲ ਹੁੰਦੀ ਹੈ ਪਾਪੀ ਨਮੂਨੇ ਦੇ. ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 13 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ, ਨਮੂਨਿਆਂ ਦੀ ਸਮੂਹਿਕ ਮਜ਼ਬੂਤੀ ਨੂੰ ਠੋਸ ਲੋਡਿੰਗ ਵਧਾਉਣ ਨਾਲ ਵਾਧਾ ਹੋਇਆ ਹੈ. ਨਮੂਨੇ ਦੀ ਫ੍ਰੈਕਚਰ ਦੀ ਦਿੱਖ ਅਤੇ microstructure (ਚਿੱਤਰ 14) ਨੇ ਵੀ ਇਹ ਪੁਸ਼ਟੀ ਕੀਤੀ ਹੈ. ਜਿਵੇਂ ਕਿ FIGS ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. 14 (ਬੀ), (ਸੀ) ਅਤੇ (ਡੀ) ਵਿੱਚ, ਨਮੂਨਾ ਵਿੱਚ ਬਹੁਤ ਘੱਟ ਝੁਕੀ ਹੋਈ ਤਾਕਤ ਸੀ ਅਤੇ ਬਹੁਤ ਸਾਰੇ ਘੁਰਕਣ ਘਣਾਂ ਦੁਆਰਾ 53%, 50% ਅਤੇ 47% ਦੇ ਘੱਟ ਠੋਸ ਲੋਡ ਕਰਕੇ ਹੁੰਦੇ ਹਨ. ਪੋਰਰ ਦੀ ਹੋਂਦ ਦੇ ਬਾਵਜੂਦ, ਇਹ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਡਬਲਯੂ.ਸੀ. ਕਣਾਂ ਇਕਸਾਰ ਵੰਡੀਆਂ ਹੁੰਦੀਆਂ ਹਨ ਅਤੇ ਕੋਈ ਅਸਧਾਰਨ ਵਾਧਾ ਨਹੀਂ ਹੁੰਦਾ. ਡਬਲਯੂ.ਸੀ.-20 ਸੀਓ ਦੀ ਉੱਚੀ ਸਮੱਗਰੀ (56 ਵੋਲ%) ਵਾਲੀ ਨਮੂਨਿਆਂ ਵਿੱਚ 2612.8 ਐਮ ਪੀ ਏ ਦੀ ਫੌਰੀ ਤਾਕਤ ਸੀ. ਫਿਚੁਰੀ 13. ਵੱਖਰੇ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਹੌਲੀ ਭਾਰਾਂ ਦੇ ਨਾਲ ਨਮੂਨਿਆਂ ਦੇ ਨਮੂਨਿਆਂ ਦੀ ਝੁਕੀ ਹੋਈ ਤਾਕਤ. ਫਿਗਰਟ 14. WC-20Co ਦੇ ਨਮੂਨਿਆਂ ਦੇ ਭੰਗ ਨਮੂਨੇ ਵੱਖ-ਵੱਖ ਭਾਰੀ ਬੋਝ ਨਾਲ slurries ਵਰਤ ਕੇ ਛਾਪਿਆ: (a) 56 vol%, (b) 53 vol%, (c) 50 vol%, ਅਤੇ (d) 47 vol%. ਚਿੱਤਰ 15 ਇੱਕ ਮੀਟਰ ਕਟਰ (ਵਿਆਸ 52 mm) 3 ਜੀ ਡੀ ਪੀ ਅਤੇ 1360 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ ਸਿਨਟਰਿੰਗ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਘਟਾਉਂਦਾ ਹੈ ਇਸ ਲਈ, Bevel ਮਿਲਿੰਗ ਕੋਲ ਚੰਗੀ ਆਕਾਰ ਪ੍ਰਤੀਬੰਧ ਹੈ. 3DGP ਛਪੇ ਹੋਏ ਨਮੂਨੇ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਰਵਾਇਤੀ ਛਪਾਈ ਮਸ਼ੀਨਾਂ ਅਤੇ ਸਿਟਰਟਰਿੰਗ ਤਕਨੀਕਾਂ ਦੇ ਨਮੂਨਿਆਂ ਦੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨਾਲ ਮਿਲਦੀਆਂ ਹਨ. 3DGP ਇਕ ਉੱਨਤ ਪ੍ਰਕਿਰਤੀ ਹੈ ਜੋ ਇਕ ਨਰਮ ਪ੍ਰਾਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਬਿਨਾਂ ਕਿਸੇ ਉੱਲੀ (ਫ੍ਰੀ ਬਣਦੇ) ਦੇ ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਬਣਾ ਸਕਦੀ ਹੈ. ਛਾਪੀਆਂ ਹੋਈਆਂ ਲਾਈਨਾਂ ਨੂੰ ਬੇਲੀਲ ਵਾਲੀ ਸਤਹ ਤੇ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ. 3DGP ਦੁਆਰਾ ਬਣਾਏ ਗਏ ਭਾਗਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪਾਲਿਸ਼ ਅਤੇ ਮੁਕੰਮਲ ਹੋਣ ਦੀ ਲੋੜ ਹੈ. 3DGP ਦੀ ਮੋਲਡਿੰਗ ਸਪੀਡ ਅਜੇ ਵੀ ਬਹੁਤ ਹੌਲੀ ਹੈ. ਬਿੱਲੀ ਮਿਲਿੰਗ ਨੂੰ ਪ੍ਰਿੰਟ ਕਰਨ ਲਈ 2 ਘੰਟੇ ਅਤੇ 46 ਮਿੰਟ ਲਗਦੇ ਹਨ. ਇੱਕ ਗੈਰ-ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਰੂਪ ਵਿੱਚ, 3 ਜੀ ਡੀ ਜੀਪੀ ਗੁੰਝਲਦਾਰ ਆਕਾਰਾਂ ਦੀ ਕਮੀ 'ਤੇ ਕਾਬੂ ਪਾਉਂਦਾ ਹੈ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਸੌਖਾ ਕਰਦੀ ਹੈ. ਤਕਨਾਲੋਜੀ ਅਤੇ ਸਾਜ਼ੋ-ਸਮਾਨ ਦੇ ਵਿਕਾਸ ਦੇ ਨਾਲ, ਸ਼ੁੱਧਤਾ ਪੈਦਾ ਕਰਨ ਅਤੇ ਗਤੀ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੌਲੀ ਹੌਲੀ ਵਧਾਈ ਜਾਵੇਗੀ. 3DGP ਨੇ WC-Co ਹਾਰਡਮੈਟਿਕ ਕੰਪੋਨੈਂਟਾਂ ਦੇ ਨੇੜਲੇ ਸ਼ੁੱਧ ਰੂਪ ਦੇ ਲਈ ਇੱਕ ਨਵੀਂ ਪ੍ਰਣਾਲੀ ਪ੍ਰਦਾਨ ਕੀਤੀ ਹੈ. ਫਿਗਰਟ 15. 3DGP4 ਦੁਆਰਾ ਪ੍ਰਿੰਟ ਕੀਤੇ ਗਏ Bevelled ਕਟਰ. ਨਤੀਜਾ WC-20Co ਕੰਪੋਜ਼ਿਟਸ ਨੂੰ ਇੱਕ ਨਵੀਂ ਐਮ ਕਾਰਜ ਦੁਆਰਾ ਸਫਲਤਾ ਪੂਰਵਕ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਸੀ, ਜਿਸਨੂੰ 3D ਜੀਲ ਪ੍ਰਿੰਟਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਚੁਣੌਤੀਪੂਰਣ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸਲਰੀ ਲੇਅਰ ਲੇਅਰ ਦੁਆਰਾ ਜਮ੍ਹਾਂ ਕਰਦੀ ਹੈ. ਹੇਠ ਲਿਖੇ ਸਿੱਟੇ ਕੱਢੇ ਜਾ ਸਕਦੇ ਹਨ: (1) ਢੁਕਵੀਂ ਰਾਇਜੀਲੋਜੀ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਾਲੇ ਸਲੋਰਜ਼ ਨੂੰ ਅਚਾਨਕ ਆਕਾਰ ਵਾਲੇ ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸੰਯੁਕਤ ਪਾਊਡਰ ਅਤੇ ਟੋਲਿਉਨ-ਹੇਮਾ ਜੈਲ ਸਿਸਟਮ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਸ਼ੀਅਰ ਪਤਨ ਦੇ ਵਰਤਾਓ ਅਤੇ ਨਿਯੰਤ੍ਰਤ ਗਿਲਿੰਗ ਪ੍ਰਤੀਕ੍ਰਿਆ ਨੂੰ ਡੀ.ਸੀ.ਜੀ.ਪੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਢੁਕਵੀਂ WC-20Co ਸਲਰੀ ਬਣਾਉਂਦੇ ਹਨ. (2) 3D ਜੀਪੀ ਗੁੰਝਲਦਾਰ ਹਰਿਆਲੀ ਬਣਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਜੁਰਮਾਨਾ ਨੋਜਲ ਦਾ ਇਸਤੇਮਾਲ 3DGP ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਵਧਾਉਣ ਅਤੇ ਨਮੂਨਾ ਦੀ ਸਤਹ ਨੂੰ ਘਟਾਉਣ ਵਿੱਚ ਸਹਾਇਤਾ ਕਰਦਾ ਹੈ. ਪੈਕਿੰਗ ਰੇਟ ਸਲਰਰੀ ਦੇ ਰਾਇਓਲੋਜੀ ਅਤੇ ਨੋਜਲ ਆਕਾਰ ਦੇ ਆਧਾਰ ਤੇ ਚੁਣੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ. ਛਾਪੇ ਹੋਏ ਨਮੂਨੇ ਵਿੱਚ ਇੱਕ ਚੰਗੀ ਸ਼ਕਲ ਅਤੇ 8.13 ± 0.6 μ ਮੀਟ ਦੀ ਸਤਿਹਤ ਕਰੀਮ ਹੈ. ਗ੍ਰੀਨਵੇਅਰ ਦੀ ਘੱਟ ਬੰinder ਵਾਲੀ ਸਮੱਗਰੀ 3DGP ਨੂੰ ਵੱਡੇ ਆਕਾਰ ਦੇ ਹਿੱਸੇ ਬਣਾਉਣ ਲਈ ਸਮਰੱਥ ਬਣਾਉਂਦੀ ਹੈ. (3) ਡਬਲਯੂ.ਸੀ -20 ਕੋ ਸਲੂਰੀ ਦੇ ਠੋਸ ਲੋਡਿੰਗ ਨੂੰ ਵਧਾਉਣ ਨਾਲ ਸਲੂਰੀ ਲੇਸ, ਗ੍ਰੀਨ ਘਣਤਾ, ਪਾਪੀ ਘਣਤਾ, ਅਤੇ ਪਾਪੀ ਨਮੂਨੇ ਦੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿਚ ਸੁਧਾਰ ਹੋਇਆ. 56 vol% WC-20Co slurry ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਛੱਡੇ ਹੋਏ ਨਮੂਨਿਆਂ ਦਾ ਨਮੂਨਾ 13.55 ਗ੍ਰਾਮ ਸੈਂਟੀਮੀਟਰ 3 (99.93% ਸਿਧਾਂਤਕ ਘਣਤਾ ਦਾ ਘਣਤਾ), 87.7 (ਐਚ.ਆਰ.ਏ.) ਦੀ ਕਠੋਰਤਾ ਅਤੇ 2612.8 MPA ਦੀ ਚੁੰਬਕਤਾ ਸ਼ਕਤੀ ਹੈ. ਇਸਦੇ ਇਲਾਵਾ, microstructure ਜੁਰਮਾਨਾ ਅਤੇ ਵਰਦੀ WC ਅਨਾਜ ਦੇ ਨਾਲ ਇੱਕਸਾਰ ਹੈ. ਰਿਅਰੱਰੈਂਸ: Xin yue Zhang, Zhi, Meng Guo, Cun guang Chen, Wei wei Yang. 3D ਜੈਲ-ਪ੍ਰਿੰਟਿੰਗ ਦੁਆਰਾ WC-20Co ਹਿੱਸੇ ਦੇ ਵਿਸਤ੍ਰਿਤ ਨਿਰਮਾਣ. ਅੰਤਰਰਾਸ਼ਟਰੀ ਧਾਤੂ ਅਤੇ ਹਾਰਡ ਸਮਾਲਾਂ ਦੀ ਅੰਤਰਰਾਸ਼ਟਰੀ ਜਰਨਲ, ਅੰਕ 70, ਜਨਵਰੀ 2018, ਪੇਜ 215-223
ਸਰੋਤ: ਮੇਓਓ ਕਾਰਬਾਈਡ