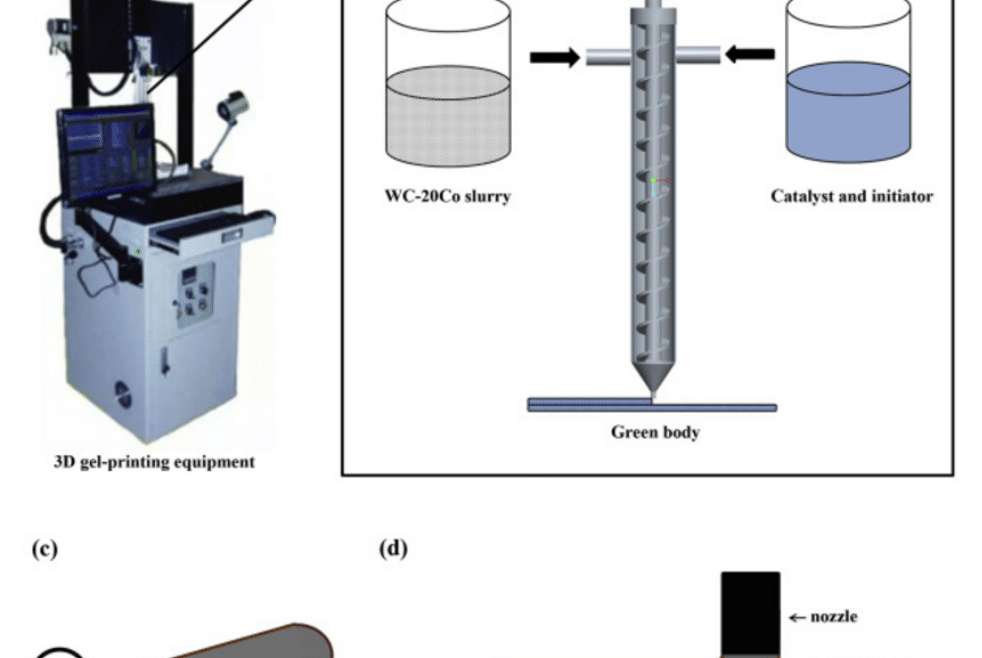
Abstract3D gel printing (3DGP) is a novel manufacturing technology that builds 3D components by depositing and gelling metal slurries layer by layer. Herein, a hydroxyethyl methacrylate (HEMA)-based slurry having a solid loading of 47-56 vol% WC-20Co was directly formed by 3DGP and then sintered in a vacuum oven. WC-20Co slurries exhibit suitable flow and shear thinning behavior, which is advantageous for the 3DGP forming process. The effects of 3DGP processing parameters (such as printing inner diameter and filling rate) on the surface roughness and dimensional accuracy of printing blanks were studied. The effects of solid loading on the rheological properties, sintering density, sintering density and mechanical properties of WC-20Co slurry were studied. The results show that the sample can be printed with good shape, with appropriate accuracy and uniform microstructure. Sintered samples have good shape retention and a uniform microstructure. The best sample density, hardness and transverse rupture strength were 13.55 g / cm3, HRA 87.7 and 2612.8 MPa, respectively. 3DGP has unique advantages in the near-net shaping of complex-shaped WC-20Co elements. 1. IntroductionWC-Co cemented carbide consists of hard WC particles embedded in a continuous Co matrix and is one of the most important metal matrix composites. They are now widely used as drilling and cutting tools, stamping dies, wear parts and other special parts. Due to the infusibility of WC particles, cemented carbides are usually produced using the powder metallurgy (PM) process in which liquid phase sintering of WC-Co powder compacts occurs. The product’s shape complexity is severely limited by the die structure. In addition, because of the high hardness and strength-toughness properties of WC-Co hardmetals, it is difficult to process WC-Co hardmetals. The use of traditional methods to prepare complex shaped carbide parts is a huge challenge.In recent years, the additive manufacturing (AM) technology suitable for manufacturing near-net shapes and complex parts has been developed and applied to the production of several metal materials such as stainless steel, titanium, titanium alloys, and aluminum alloys (SLM). Direct metal laser sintering (DMLS), electron beam melting (EBM), etc. are typical and mainstream technologies. Laser Engineering Network Forming (LENS) can produce complex shapes and almost completely dense parts. In these AM processes, the metal powder is selectively layered by a laser/electron beam layer by layer until the parts are built. However, there are few studies on the additive manufacturing of WC-Co hardmetals. First, WC-Co cemented carbide consists of WC particles and a Co matrix material, and the melting points of the two materials are very different. When the WC-Co powder is heated to the melting point of Co, the WC particles remain in the solid state; the powder is further heated and Co begins to evaporate. Partial melting will reduce the density of the product. To solve this problem, some researchers tried to add some binders, such as low melting point metals. Gu et al. Cu powder and WC-10Co powder were mixed at a weight ratio of 60:40, and samples of 50 mm×10 mm×9 mm were manufactured using DMLS. Due to the large amount of Cu, the relative density of this sample reached 94.3%. Second, these powder bed fusion technologies have certain requirements for the powder used. In the SLM and EBM processes, metal powders propagate through the rollers, while DMLS and LENS are usually equipped with a synchronous powder feeding system. In order to obtain a uniform and thin powder layer, both powder feed types require fine powder and spherical powder with good flowability. Commercially irregularly shaped WC-Co powder does not meet these requirements. In addition, laser/electron beam heating and cooling (ie, sintering process) is very fast. Only a few WC particles can dissolve into the liquid phase. Incomplete sintering may reduce product performance. Finally, the above techniques require high vacuum or inert gas protection systems, which are costly and involve the decarburization and evaporation of cobalt. Bear et al. found that there was not enough free carbon in the powdered feedstock to compensate for the carbon loss that occurred during the LENS process. Although the above techniques can produce many complex parts, they may not be suitable for the production of WC-Co hardmetals. In order to solve the limitations of the conventional methods and the problems of the above-mentioned AM technology in the production of WC-Co hardmetals, a new AM process called 3D Gel Printing (3DGP) was proposed. 3DGP combines gel injection molding with the fused deposition model (FDM) and has the ability to convert 3D models into 3D solids. Figure 1(a) shows our designed 3DGP device. Figure 1(b) shows an enlarged view of the extrusion and deposition system of the device. First, the designed 3D model is cut into a series of 2D slices. The powdered slurry in the organic monomer solution is then used as an "ink" and conveyed to the screw extruder of the 3D GP equipment under the specific pressure of the compressed air. At the same time, the initiator and catalyst are delivered to the same screw extruder in proportion. The materials are thoroughly mixed and extruded through a nozzle and then deposited on a printing platform. After a short period of time, the organic monomers are crosslinked and the solid powder is held in place by a three-dimensional crosslinked polymer. In this way, the slurry is selectively deposited layer by layer, which is consistent with each pre-constructed 2D slice of the 3D model. Finally, a three-dimensional structure green body is obtained. In order to avoid the collapse of the green during the printing process, the printing platform remains stationary, and the print head of the 3DGP device can move along the X, Y, and Z axes, which is different from the conventional FDM device. Similar to traditional FDM devices, the new device has the advantages of flexible molding, simple structure, and accurate control. After drying, the green body is degreased and sintered in a vacuum or atmospheric furnace.Figure 1 Schematic of 3DGP: (a) 3D gel-printing apparatus, (b) enlarged view of the extrusion and deposition system, (c) slurry filaments and (d) deposition of the sericin filaments.Gel casting has been used to produce various metal materials and ceramics, such as WC-8 wt%Co, 17-4PH stainless steel, high-temperature alloy, Al2O3, Si3N4, SiC and so on. This proves that a variety of material powders can be stably dispersed and suspended in the organic monomer solution, which means that 3DGP has great potential in forming many materials including metals, metal alloys, metal matrix composites and ceramics. The current demand for complex carbide parts is constantly increasing. WC-20Co is a typical cemented carbide. In this study, WC-20Co slurry was used as a printable ink, and the additive manufacturing of the WC-20Co component was studied by 3DGP. The purpose is to manufacture high density, high mechanical properties of WC-20Co composite parts, and to study the feasibility and practicality of 3DGP in the near net shaping of WC-Co hard alloy parts.2. Preparation2.1. WC-20Co slurry preparationCommercial WC powder having an average particle diameter of 2.7 μm and Co powder having an average particle diameter of 46.5 μm were used in this work. Figures 2(a) and (b) show the appearance of WC powder and Co powder, respectively. These raw materials were mixed using a ball-milling mixture having a WC to Co weight ratio of 80:20 and a cemented carbide ball mixed with a WC-20Co powder in a weight ratio of 5:1. Figure 2(c) shows the WC-20Co composite powder after grinding for 24 hours.Fig. 2 The morphology of the powder material: (a) WC powder, (b) Co powder and (c) WC-20Co composite powder.To prevent oxidation of cobalt, non-hydrogel systems were designed. Toluene and hydroxyethyl methacrylate (CH2=C(CH3)COOCH2CH2OH, HEMA) were chosen as solvents and organic monomers. Table 1 lists the gel systems used for WC-20Co slurries.Table 1. Chemical Reagent System for WC-20Co Slurry.Solvent organic monomer crosslinker dispersant initiator catalystToluene-Hydroxyethyl Methacrylate (HEMA) N,N’-Methylene Bis-Acrylamide Solsperse-6000 Benzoyl Peroxide (BPO) Dimethyl Aniline (TEMED)The reagents used in the experiment were all analytically pure.First, HEMA (monomer) and N,N’-methylene-bisacrylamide (crosslinker) were mixed at a weight ratio of 80:1 and then dissolved in toluene at a concentration of 50% by volume of HEMA to prepare a pretreatment. mixture. Next, slurries with different solid loadings were prepared by dispersing the WC-20Co powder into the premixed solution. The dispersant Solsperse-6000 (ICI Co. USA, non-toxic) was added simultaneously in a certain proportion. These WC-20Co suspensions were then ball milled for 2 hours to obtain a uniform slurry.2.2. 3D gel printing processThe above WC-20Co slurry was delivered to a 3D GP device under appropriate pressure. Three nozzles with inner diameters of 0.5, 0.6 and 0.7 mm are used herein. Table 2 lists the print conditions of the 3DGP process. Based on these printing parameters, taking a bevel cutter as an example, some rectangular samples were prepared and analyzed to determine the accuracy and surface condition of the 3DGP. After the 3D gel printing process, the green bodies were dried in a vacuum oven at 60° C. for 8 hours. The dried green body was degreased at 700° C. for 1 hour and finally sintered in a vacuum carbon tube furnace (vacuum<2 Pa) at 1360° C. for 1 hour.Table 2. Printing conditions for 3DGP.Numbering print conditionsNozzle diameter thick print speed1 0.50 mm 0.35 mm 28 mm/s2 0.60 mm 0.45 mm 28 mm/s3 0.70 mm 0.55 mm 28 mm/s2.3. measuringThe viscosity of the WC-20Co slurry was tested using an NDJ-79 rotary viscometer at 25°C. Thermogravimetric analysis (TGA) and differential thermal analysis (DTA) were used to study the thermal weight loss and decomposition kinetics of organic binders when the heating rate was 10 °C / min under high-purity argon flow. Archimedes’ principle was used to measure green density and sintered density. The laser scanning confocal microscope was used to observe the surface roughness, appearance and cross-sectional morphology of the 3DGP green body. The appearance of the WC-20Co powder and the microstructure of the green and sintered samples were observed by scanning electron microscopy. The hardness of the sintered samples was tested using a Rockwell hardness tester with a diamond cone and a 60 kg load. The bending test of sintered specimens cut into 5 mm x 5 mm x 35 mm was conducted by an electronic universal testing machine at a loading rate of 10 mm/min. Each set of reported data is based on attributes obtained from 3 to 5 samples.3. Results and discussion3.1. Rheological Behavior and Gelation Process of WC-20Co SlurryThe quality of the slurry depends on two key factors: solid loading and viscosity. FIG. 3 shows the effect of solid loading on the viscosity of WC-20Co slurry at a shear rate of 20 s −1 . The viscosity of the slurry increases with solid loading. Unlike the viscosity requirements of gel injection molding (usually <1 Pa·s), higher viscosity (meaning higher solids content) can be used in the 3DGP process. The 3DGP paste does not need to be filled with a mold, but only needs to have a certain degree of fluidity (usually <3 Pa·s) so that it can be extruded through the nozzle. However, excessive viscosity may hinder the extrusion of WC-20Co paste. For example, a slurry with a solids content of 59 vol% is too viscous to be extruded. In this study, four different solid-loaded WC-20Co slurries were directly printed by 3DGP: 47, 50, 53 and 56 vol%.Figure 3. Effect of solid loading on the viscosity of WC-20Co paste.In addition, the WC-20Co slurry exhibits pseudoplastic fluid properties. As shown in Figure 4, as the shear rate increases, the viscosity of the WC-20Co slurry decreases significantly, indicating shear thinning behavior. This indicates that the WC-20Co slurry can flow at high shear rates caused by air pressure and agitation, and can be extruded at a specific pressure through a small diameter nozzle. Once the slurry is extruded and the shear force disappears, the slurry filaments maintain their shape rather than spread during a short idle time before solidification. This shear thinning characteristic is very favorable for the extrusion and deposition of WC-20Co slurries in the 3DGP process.Figure 4. Relationship between apparent viscosity and shear rate for WC-20Co slurry.There is an idle time between the addition of the catalyst dimethylaniline (TEMED) and the initiator benzoyl peroxide (BPO) and the onset of gelation (crosslink polymerization). Optimizing free time is a key point of 3DGP. In the correct idle time, the screw of the extrusion system can strongly stir the WC-20Co slurry, catalyst and initiator, and ensure that the crosslinking polymerization of the HEMA monomer occurs rapidly after extrusion and deposition of the slurry. Before printing the next layer, the previous layer of slurry should have sufficient strength so that the green body can retain its shape and withstand its own weight. Cross-linking polymerization of HEMA is an exothermic reaction, so custom instruments with a thermometer are used to help determine idle time. In our previous work, we found a significant impact on the reaction rate of the catalyst TEMED, the TEMED concentration was 10 mmol / L crosslinking reaction occurs when the stability. Unlike the remarkable effect of the catalyst, it is more convenient to optimize the idle time and the polymerization rate by adjusting the concentration of the initiator. Once added to the WC-20Co slurry, the initiator BPO decomposes into free radicals, successfully initiating the polymerization reaction. Figure 5 shows the effect of initiator concentration on the dead time of WC-20Co slurry with a solids content of 56% by volume. The results show that the gelation of the WC-20Co slurry is controllable. Idle time decreases with increasing initiator concentration. When the initiator concentration is 40 mmol / L, idle time is > 20 min. However, as the initiator concentration increased to 70 mmol/L, idle time decreased to about 5 minutes. When the concentration exceeds 100 mmol / L, the minimum idle time of impact. Similar patterns apply to slurries with different solids content. According to the results of repeated experiments presented initiator (90 mmol / L) of the optimum dosage. During this optimum unloaded period (about 2 minutes), the WC-20Co slurry was mixed with a certain amount of catalyst and initiator in a screw extruder and then extruded through a nozzle and finally cured in 20 seconds.Fig. 5 Effect of Initiator Concentration on the Empty Time of WC-20Co Slurry3.2. Characterization of Green BodyThe WC-20Co slurry was extruded through a conventional nozzle and due to the Barus effect (extruded expansion), the diameter of the slurry filament was slightly larger than the inner diameter of the nozzle. As shown in Fig. 1(c), after the slurry filament is deposited on the printing platform, its own gravity, rheological properties and slight contact with the nozzle will become semi-elliptical, as shown in Fig. 1(c). By controlling the idle time, the printing paste can be quickly cured and sufficiently strong before the next layer is extruded. Figure 1(d) is a schematic of the 3DGP deposition process. The WC-20Co slurry filaments are cross-stacked and the next layer will fill the void space of the previous layer. Due to the aforementioned Barus effect, it is necessary to choose the correct filling rate. The effect of fill rate is shown in Figure 6. Three different fill-rate samples were printed with a 0.7 mm nozzle and a WC-20Co paste with 56 vol% solids. When the filling rate is 100%, the WC-20Co slurry will pile up, deform, and then damage the shape of the product. On the other hand, as shown in the lattice structure shown in FIG. 6(a), the low filling rate results in a low density of the green body. With a filling rate of 92%, the green body formed well. The appropriate filling rate is selected based on the rheological properties of the slurry and nozzle size.Figure 6 Green samples with different filling rates: (a) 84%, (b) 92% and (c) 100%.The inner diameter of the nozzle affects the thickness of the deposited layer and ultimately determines the surface roughness and dimensional accuracy of the green body. To illustrate this, several samples were made by 3DGP using different diameter nozzles and WC-20Co slurry with 56 vol% solids loading. Their layer thickness, surface roughness, shape and size were measured to calculate the 3DGP forming accuracy. The layer thickness and surface roughness of the printed samples were studied by confocal laser scanning microscopy. FIG. 7 is a side view of a green body obtained by 3DGP using three nozzles with inner diameters of 0.5, 0.6, and 0.7 mm. This indicates that the slurry filaments maintain their shape and cure in time, with good bonding between layers. Table 3 shows the layer thickness, surface roughness and dimensions of the printed green body. The results of the measured layer thicknesses (0.355 mm, 0.447 mm and 0.552 mm, respectively) are consistent with the settings of the 3DGP shown in Table 2. As the nozzle diameter increases, the surface roughness of the printed sample increases. When a rectangular parallelepiped sample was printed using a nozzle with an inner diameter of 0.5 mm, a surface roughness (Ra) of 8.13±0.6 μm was obtained. When the inner diameter of the nozzle was increased to 0.7 mm, the sample had a surface roughness (Ra) as high as 19.98±0.9 μm. As can be seen from Table 3, all of these printed blanks are slightly larger than the three-dimensional model, but are slightly smaller during the drying process and are therefore closer to the model. Figure 8 shows a dried rectangular sample printed using a 0.5 mm nozzle and a WC-20Co slurry with a 56 vol% solids loading. As shown in Figure 8(b), the surface of the 3DGP-bulit sample had no obvious pores, splinters, and warpage defects. The line print marks are still visible on the surface of the cuboid sample. The results show that the 3DGP device has good forming ability, and the use of fine nozzles to prepare samples results in lower surface roughness and higher dimensional accuracy. Figure 8(e) shows a cross-section of a low magnification green dry sample. There is no interface between the print layer and the lines inside the green sample. Although the WC-Co paste is printed one by one layer by layer, the wetting and spreading properties of the paste are good, and the filling rate is appropriate, so that the wire and the layer have excellent adhesion. In addition, cross-linking polymerization of HEMA still occurs at these interfaces during the printing and drying steps and the tight bonding of the wires and layers. From the SEM image (Fig. 8(f)), it can be seen that the green sample has a uniform microstructure and the WC-Co particles are uniformly distributed. Moreover, the particles are tightly covered by the gel polymer and fixed in place.Figure 7: Side surface appearance and layer thickness of green bodies of different nozzles formed by 3DGP: 0.5mm nozzle, (b) 0.6mm nozzle, and (c) 0.7mm nozzle.Table 3. Layer thickness, surface roughness, and dimensions of the as-printed green bodies, and dimensions of dried green bodies. (The 3D model is 40 mm × 20 mm × 20 mm.)Fig. 8. The cuboid sample printed by 3DGP using 0.5 mm nozzle and WC-20Co slurry with a solid loading of 56 vol%: (a) three-dimensional model, (b) dried green body, (c) sintered sample, (e) cross section of dried green body under low magnification, and (f) microstructures of dried green body.Solid loading affects the density of the green body. As shown in FIG. 9, when a proper nozzle is selected and a proper filling rate is selected, the green density increases as the solid load of the slurry increases. At a solids load of 56 vol%, the green density was 7.85 g/cm3. The use of high solids content slurries facilitates the production of high density green compacts and reduces shrinkage during drying and sintering, which facilitates the achievement of high density homogenous and highly accurate sintered parts. In the premise of reasonable viscosity, it is necessary to increase the solid load as much as possible.Figure 9. Green density and sintered density of 3D GP samples with different WC-20Co solid loads.3.3. Sintered sampleThe 3DGP process is based on in situ polymerization of organic monomer binders and FDM. Prior to sintering, the green gel polymer (organic binder) should decompose and burn out. To investigate the thermal decomposition kinetics of organic binders, green samples printed using a WC-20Co slurry at 56 vol% solids loading were tested by TG and DTA in a flowing argon atmosphere at a heating rate of 10°C/min. . As shown in Figure 10, the green sample is endothermic due to the evaporation of toluene and becomes lighter at low temperatures (<100°C). The DTA curve shows a strong exotherm at about 450°C. Corresponding to the exothermic peak, the green body shows a significant weight loss between 300°C and 500°C. When heated to 600°C, the green sample lost 3.08 wt%. By calculation, the organic content of the dried green sample was 3.02% by weight. When the temperature is higher than 600°C, the weight of the green body hardly changes. The results show that the green polymer gel completely burned out after heating to about 600°C. Due to the low content of organic binders, 3DGP printed green samples only require thermal degreasing. 3DGP can form large-size components. The WC-20Co sample was annealed at 700° C. for one hour in consideration of the furnace temperature lag. In FIG. 8(c), it can be clearly observed that the shrinkage of the 3DGP-manufactured sample is uniform during sintering. The sintered sample maintains its shape without warping and has no defects on the surface.Figure 10. DTA curve and TG curve of a 3DGP sample with a heating rate of 10 °C/min.As the solid loading increases, the sintered density of the 3DGP sample increases. Just like the density data in FIG. 9, a sample printed using a WC-20Co slurry with a solids loading of 56 vol.-% showed a maximum density of 13.55 g/cm3, which reached 99.93% of the theoretical density. However, when the solid load was reduced to 47% by volume, the sintered density was only 12.01 g/cm 3 (88.58% of the theoretical density). The effect of solid loading is also reflected in the microstructure of the sintered sample. At a solid load of up to 56% by volume, the SEM image (Figure 11(a)) shows a sintered sample with near full densification with no cracks or voids observed. When the solid content is low, in other words, the solvent content and the organic binder content are high, the evaporation of the solvent and the burn-out of the organic binder cause many voids, which hinders sintering densification. FIG. 11(b) shows that when the solid loading of the WC-20Co slurry is reduced to 53% by volume, there are some small holes in the sintered sample. A large number of voids can be observed in FIG. 11(c) illustrating the microstructure of a sample printed using a WC-20Co slurry with a solids loading of 50% by volume. As shown in FIG. 11(d), more and more holes appear as the solid load is further reduced. There is not enough liquid phase during degreasing and sintering to fill the pores left by the solvent and organic binder. This resulted in low density and a large number of voids in the samples printed using WC-20Co paste with a solids loading of 47% by volume.Figure 11. (a) 56 vol%, (b) 53 vol%, (c) 50 vol%, and (d) 47 vol% WC-20Co slurry through a 3DGP printed SEM image of a sintered sample. Figure 12 shows the change in hardness of sintered samples as a function of WC-20Co slurry solid loading. At a solids loading of 47% by volume, the hardness (HRA) is only 84.5. Low solids content results in low sintered density (high porosity), which significantly reduces the mechanical properties of the sample. As the solid loading increases, the hardness increases significantly. Samples printed using a WC-20Co slurry having a 56 vol% solids loading have a maximum hardness (HRA) of 87.7.Figure 12. Hardness values of sintered samples with different WC-20Co solid loads.A similar situation occurs with the transverse rupture strength of the sintered sample. As shown in Figure 13, the flexural strength of the sample was observed to increase with increasing solid loading. The fracture appearance and microstructure of the sample (Figure 14) also confirmed this. As shown in FIGS. 14(b), (c) and (d), the sample had very low bending strength, and many holes were caused by low solid loads of 53%, 50%, and 47% by volume. Despite the presence of pores, it can be seen that the WC particles are uniformly distributed and no abnormal growth occurs. Samples made with a high WC-20Co content (56 vol%) slurry had a transverse rupture strength of 2612.8 MPa.Figure 13. Bending strength of sintered samples with different WC-20Co solid loads.Figure 14. Fracture patterns of WC-20Co samples printed using slurries with different solid loads: (a) 56 vol%, (b) 53 vol%, (c) 50 vol%, and (d) 47 vol%.Figure 15 shows a miter cutter (diameter 52 mm) made from 3DGP and sintered at 1360°C. Sintering shrinks evenly. Therefore, bevel milling has good shape retention. The mechanical properties of 3DGP printed samples are similar to the mechanical properties of samples made with conventional printing presses and sintering techniques. 3DGP is an advanced near net forming process that can form complex shapes without a mold (free forming). Printed lines can be viewed on a beveled surface. Parts made by 3DGP need to be polished and finished before use. The molding speed of 3DGP is still very slow. It takes 2 hours and 46 minutes to print bevel milling. As a non-molding process, 3DGP overcomes the limitations of complex shapes and simplifies the process flow. With the development of technology and equipment, forming accuracy and forming speed will gradually increase. 3DGP provides a new method for near net shaping of WC-Co hardmetal components.Figure 15. Bevelled cutter printed by 3DGP.4. conclusionThe composite WC-20Co component was successfully produced in a near net shape by a new AM process called 3D gel printing, which selectively deposits the WC-20Co slurry layer by layer. The following conclusions can be drawn:(1)Slurries with suitable rheological properties can be prepared using irregularly shaped WC-20Co composite powder and toluene-HEMA gel systems. Shear thinning behavior and controlled gelling reaction make WC-20Co slury suitable for 3DGP process.(2)3DGP can be used to make complex green bodies. The use of fine nozzles helps to improve the 3DGP’s forming accuracy and reduce the surface roughness of the sample. The packing rate should be selected based on the rheology of the slurry and the nozzle size. The printed sample has a good shape and a surface roughness of 8.13±0.6 μm. The low binder content of the greenware enables 3DGP to make large size components.(3)Increasing the solid loading of the WC-20Co slurry resulted in improvements in slurry viscosity, green density, sintered density, and mechanical properties of the sintered sample. The sintered sample printed using 56 vol% WC-20Co slurry has a density of 13.55 g/cm 3 (99.93% of theoretical density), hardness of 87.7 (HRA) and flexural strength of 2612.8 MPa. In addition, the microstructure is uniform with fine and uniform WC grains.Reference:Xin yue Zhang, Zhi, meng Guo ,Cun guang Chen, Wei wei Yang.Additive manufacturing of WC-20Co components by 3D gel-printing. International Journal of Refractory Metals and Hard Materials,Volume 70, January 2018, Pages 215-223
Source: Meeyou Carbide