
ਇਹ ਧਮਾਕਾ ਅਤੇ ਪ੍ਰੇਸ਼ਾਨ ਕਰਨ ਵਾਲੇ (ਬੀ ਐਂਡ ਆਈ) ਹੈ ਜੋ ਟਰਬੁਰਨ ਇੰਜਣ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੀ ਤਾਕਤਵਰ ਬਿਜਲੀ ਦੀ ਸਪਲਾਈ ਕਰਦੀ ਹੈ ਜੋ ਅੱਗੇ ਵਧਣ ਲਈ ਹਵਾਈ ਜਹਾਜ਼ ਨੂੰ ਅੱਗੇ ਵਧਾਉਂਦੀ ਹੈ. ਇਹ ਟਾਇਟਨਅਮ ਅਲਯੋ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ, ਇੱਕ ਖਾਸ ਮੁਸ਼ਕਲ-ਤੋਂ-ਮਸ਼ੀਨ ਸਾਮੱਗਰੀ
ਡੀਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਮੁਸ਼ਕਲ
1. ਇੰਪਲਰਰ ਦਾ ਆਕਾਰ ਆਮ ਤੌਰ 'ਤੇ ਬਹੁਤ ਵੱਡਾ ਹੁੰਦਾ ਹੈ. ਇਸ ਦੇ ਕੌਸੂਰ ਦਾ ਬਾਹਰੀ ਵਿਆਸ Φ1200mm ਤਕ ਹੈ ਇਸ ਲਈ, ਪ੍ਰੇਸ਼ਾਨ ਕਰਨ ਵਾਲੇ ਦੇ ਮਸ਼ੀਨ ਲਈ ਵੱਡੇ ਪ੍ਰਾਸੈਸਿੰਗ ਸਾਜ਼-ਸਾਮਾਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ
2. ਬਲੇਡ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਇਸ ਦੀ ਕਮਜ਼ੋਰ ਕਠੋਰਤਾ ਵੱਲ ਖੜਦੀ ਹੈ, ਜੋ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਫੜਫੜਾਉਣ ਅਤੇ ਕਟਟਰਾਂ ਦੀ ਵਿਗਾੜ ਪੈਦਾ ਕਰਨ ਲਈ ਆਸਾਨ ਹੈ.
3. ਸਾਰਾ ਧਮਾਕੇ ਦਾ ਸਮਗਰੀ ਜ਼ਿਆਦਾਤਰ ਟਾਇਟਨਿਅਮ ਅਲਲੀ ਜਾਂ ਗਰਮ-ਵਿਰੋਧ ਵਾਲਾ ਮਿਸ਼ਰਣ ਹੈ, ਜੋ ਕਿ ਪ੍ਰਕਿਰਿਆ ਕਰਨਾ ਮੁਸ਼ਕਿਲ ਹੈ. ਧਮਾਕੇ ਅਤੇ ਸ਼ੋਸ਼ਣ ਲਈ ਸੰਦ ਕੱਟਣ ਦਾ ਖਪਤ ਲਗਭਗ 6 ਤੋਂ 7 ਗੁਣਾ ਹੈ ਜਿਵੇਂ ਕਿ ਆਮ ਸਮੱਗਰੀ ਲਈ ਲਾਗਤ ਹੁੰਦੀ ਹੈ. ਇਸਤੋਂ ਇਲਾਵਾ, ਕੁਝ ਤੱਤ ਵਿਸ਼ੇਸ਼ ਉਦੇਸ਼ਾਂ ਲਈ B & I ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੇ ਗਏ ਹਨ, ਜਿਵੇਂ ਕਿ ਉੱਚ ਤਾਪਮਾਨ ਵਿੱਚ ਤਨਾਸ਼ੀਯੋਗ ਤਾਣ ਲਈ ਨੀ, ਕਠੋਰਤਾ ਇਨ੍ਹਾਂ ਤੱਤਾਂ ਦੇ ਨਾਲ B & I ਦੀ ਸਮਗਰੀ ਕੈਮਿਸਟਰੀ ਦੇ ਪੱਧਰ ਵਿੱਚ ਟੰਗਸਟਨ ਕਾਰਬਾਈਡ ਦੇ ਸਮਾਨ ਬਣ ਜਾਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਨਕਾਰਾਤਮਕ ਰਸਾਇਣਕ ਪ੍ਰਤਿਕ੍ਰਿਆ ਹੋਵੇਗਾ ਜਿਸ ਨਾਲ ਟੂਲ ਕੱਟਣ ਵਾਲੇ ਸਾਮਾਨ ਨੂੰ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ.
ਪ੍ਰੋਸੈਸਿੰਗ ਕਦਮਾਂ
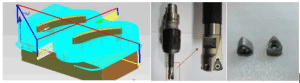
1.ਫੋਲਿੰਗ
ਪ੍ਰਚੱਲਤ ਲੋਕਾਂ 'ਤੇ ਖੜਕਾਉਣ ਲਈ ਵਰਕਪੇਸ ਦੀ ਮਾਤਰਾ 70% ~ 80% ਨੂੰ ਘਟਾਉਣਾ ਹੈ, ਜਿਸ ਨੂੰ ਕੱਟਣਾ ਜ਼ਰੂਰੀ ਹੈ. ਉੱਚੀ ਧੜਕਣ ਦੀ ਦਰ 'ਤੇ ਖਾਰਾ ਹੋਣਾ ਉੱਚ ਫੀਡ ਰੇਟ' ਤੇ ਕੁਵੈਤ ਮਿਲਿੰਗ ਕਰਨਾ ਹੈ. ਹੇਠ ਦਿੱਤੀ ਤਸਵੀਰ roughing ਲਈ ਵਰਤਿਆ ਸੀਐਨਸੀ ਸੰਦ ਦਿਖਾਉਂਦਾ ਹੈ.
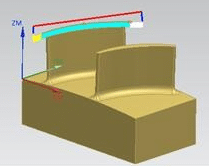
2. ਸੈਮੀ ਫਿੰਬਸ
ਇਹ ਕਦਮ ਅਗਲੀ ਸਟੀਕਸ਼ਨ ਲਈ ਤਿਆਰ ਕਰਦਾ ਹੈ. ਇਹ ਧਮਾਕਾ ਸਰੀਰ ਨੂੰ ਵੀ ਬਣਾਉਂਦਾ ਹੈ ਅਤੇ ਇੰਪੀਲਰ ਅਤੇ ਧਮਾਕੇ ਦੇ ਵਿਚਕਾਰ ਸੰਬੰਧ ਦਾ ਮੋੜਦਾ ਹਿੱਸਾ ਸਾਫ ਕਰਦਾ ਹੈ. ਪੂਰੀ ਧਮਾਕੇ 'ਤੇ ਅਰਧ-ਮੁਕੰਮਲ ਪਰੋਫਾਈਲ ਮਿਲਿੰਗ ਕਰਨਾ ਹੈ
3.ਫਾਈਨ ਫਾਈਨ
ਵਧੀਆ ਮੁਕੰਮਲ ਹੋਣ ਦਾ ਮਕਸਦ ਵਧੀਆ ਮਸ਼ੀਨ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਆਕਾਰ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਹੈ. ਜੁਰਮਾਨਾ ਮੁਕੰਮਲ ਕਰਨਾ ਆਖਿਰਕਾਰ ਇਹ ਨਿਰਧਾਰਤ ਕਰੇਗਾ ਕਿ ਜੇ ਆਈਟਮ ਇਸਦੀ ਅਰਜ਼ੀ ਨੂੰ ਪੂਰਾ ਕਰੇਗੀ ਉਦਾਹਰਣ ਵਜੋਂ, 5mm ਦੀ ਮੋਟਾਈ ਅਤੇ 70mm ਦੀ ਲੰਬਾਈ ਦੇ ਨਾਲ ਇੱਕ ਪ੍ਰਭਾਸ਼ਿਤ ਵਜੋਂ, ਇਸ ਦੀ ਸਤਹ ਫਰੱਲਤਾ ਨੂੰ ਰਾਏ -1.6 ਦੇ ਅਧੀਨ ਕੰਟਰੋਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. 5-ਐਕਸੀ ਐਨਸੀ ਮਾਡਿੰਗ ਨਾਲ, ਜੋ ਕਿ ਇਕੋ ਕਦਮ ਵਿੱਚ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
ਢੁਕਵੇਂ ਮਸ਼ੀਨ ਟੂਲਸ ਚੁਣਨ ਲਈ ਰਣਨੀਤੀਆਂ
- ਕੱਟਣ ਵਿਚ ਗਰਮੀ ਦਾ ਮੁੱਖ ਕਾਰਨ ਚਿੰਤਾ ਦਾ ਵਿਸ਼ਾ ਹੈ. ਇਹ ਇਸ ਲਈ ਹੈ ਕਿਉਂਕਿ ਕੁੱਝ ਹਾਨੀਕਾਰਕ ਤਰੇੜਾਂ ਕਾਰਬਾਇਡ ਟੂਲ ਦੀ ਸਤਹ ਤੇ ਗਰਮੀ ਦੇ ਕਾਰਣ ਬਣ ਸਕਦੀਆਂ ਹਨ. ਉੱਥੇ ਹੋਰ ਚੀਰਾਂ ਹਨ, ਟੂਲ ਦੇ ਟੁੱਟਣ ਦਾ ਵਧੇਰੇ ਖ਼ਤਰਾ ਹੋਵੇਗਾ. TiC ਅਤੇ TiN ਕੋਟਿੰਗ ਲਾਗੂ ਕਰੋ ਜੋ ਕਿ ਸਥਿਤੀ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਨਿਭਾਉਣ ਲਈ ਰਵਾਇਤੀ ਪਹੁੰਚ ਹੈ.
- ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕੂਲੈਂਟ ਨਾਲ ਕੱਟਣ ਵਾਲੇ ਸਾਧਨਾਂ ਨੂੰ ਅਪਣਾਉਣਾ ਚਾਹੀਦਾ ਹੈ.
- ਸੀਐਨਸੀ ਖਰਾਦਾਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨਾਲ ਤਾਲਮੇਲ ਵਿਚ ਢੁਕਵੇਂ ਕੱਟਣ ਦੀ ਡੂੰਘਾਈ, ਸਾਧਨ ਜੁਮੈਟਰੀ, ਟੂਲ ਬਾਰ ਦੀ ਲੰਬਾਈ ਦੀ ਧਿਆਨ ਨਾਲ ਚੋਣ ਕਰੋ.
- ਟੈਟਿਅਮ ਅਲਲੀ ਦੇ ਸਮਾਨ ਨੂੰ ਮਿਲਾਉਣਾ ਅਕਸਰ ਅਰਧ-ਸਮਾਪਨ ਅਤੇ ਅਰਧ-ਰਖਾਵ ਦੇ ਬਾਅਦ ਖ਼ਤਮ ਹੋਣ ਵਿੱਚ ਲਾਗੂ ਹੁੰਦਾ ਹੈ. ਸਲਾਟ ਮਿਲਿੰਗ ਵਿੱਚ ਮਿਆਰੀ ਘੁਟਾਲਾ ਬਾਲ ਅਖੀਰ ਮਿੱਲਾਂ ਅਪਣਾਏ ਜਾ ਸਕਦੇ ਹਨ. ਵੇਵ ਬੰਸਰੀ ਦਾ ਅੰਤ ਚਿੱਪ ਦੀ ਤੋੜ-ਵਿਹਾਰ ਦੇ ਪ੍ਰਦਰਸ਼ਨ ਵਿਚ ਸੁਧਾਰ ਹੋਵੇਗਾ, ਅਤੇ ਧਮਾਕੇ ਵਾਲੇ ਚੈਨਲ ਵਿਚ ਵਾਈਬ੍ਰੇਸ਼ਨ ਕਟੌਤੀ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰੇਗਾ. ਕੁੱਝ ਪੀਟ ਐਂਡਮਿਲਜ਼ ਅਤੇ ਸਾਹਮਣੇ ਉੱਚੇ ਰੁਕਾਵਟਾਂ ਦੇ ਅੰਤਲੇ ਹਿੱਸੇ, ਗੁਆਇਡ ਮਿਲਿੰਗ, ਪਾਸਲ ਮਿਲਲਿੰਗ ਸਲਾਟ ਮਿਲਿੰਗ ਵਿਚ ਲਾਗੂ ਕਰੋ. ਬਲੇਡ ਨੋਕ ਐਂਡਮਿਲ ਅਪਣਾ ਕੇ ਬਲੇਡ ਦੀ ਸਪਲੀਲਾਈਂਡ ਦਿਸ਼ਾ ਦੇ ਨਾਲ ਮਿਲਾਈ ਦਾ ਅੰਤ, ਹੌਲੀ ਹੌਲੀ ਕਰਵ ਵਾਲੇ ਸਤ੍ਹਾ ਨੂੰ ਤਿਆਰ ਕਰਨਾ. ਅੰਤਿਮ ਮਿੱਲਾਂ ਦੇ ਰੇਡੀਅਸ ਕੱਟਣ ਵਾਲਾ ਅੰਦਾਜ਼ 35 ° ਤੋਂ 50 ° ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਜੋ ਕਿ ਗਰਮੀ ਨੂੰ ਕੱਟਣ ਅਤੇ ਚਿਪਾਂ ਨੂੰ ਦੂਰ ਕਰਨ ਵਿੱਚ ਉਪਯੋਗੀ ਹੋ ਸਕਦਾ ਹੈ.