
Iku blaster lan impellers (B & I) sing nyedhiyakake daya sing kuat sing digawe dening mesin turbine kanggo propel pesawat maju. Iku digawe saka logam campuran titanium, materi hard-kanggo-machining khas.
Difficulties in processing
Ukuran ukuran impeller umumé gedhé banget. Dhiameter pinggiran njaba konturé nganti Φ1200mm. Mulane, mesin saka impeller mbutuhake peralatan pangolahan gedhe.
2. Kekandelan tembok bilah kasebut ndadekake rigiditas sing banget, sing gampang ngasilake bongkahan lan deformasi pemotong sajrone proses.
3. Bahan saka kabeh blisk biasane titanium alloy utawa panas-nolak alloy, kang angel proses. Konsumsi alat cukur kanggo blisk lan impeller meh 6 nganti 7 kali minangka biaya kanggo bahan khas. Saliyane, sawetara unsur ditambahake menyang B & I kanggo tujuan khusus, kayata Ni kanggo kekuatan tarik ing suhu dhuwur, Cr kanggo rigidity. Kanthi unsur kasebut materi B & I dadi luwih mirip karo tungsten carbide ing tingkat kimia, sing bakal nyebabake reaksi kimia negatif sing nyebabake kerusakan alat-alat pemotong.
Langkah-langkah Processing
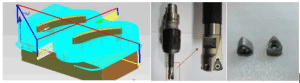
1.Raking
Kaku ing impellers bakal mbusak 70% ~ 80% jumlahe workpiece sing kudu dipotong. Kasar ing kabeh blaster yaiku nglakokake penggilingan rongga ing tingkat feed dhuwur. Gambar ing ngisor iki nuduhake alat CNC digunakake kanggo roughing.
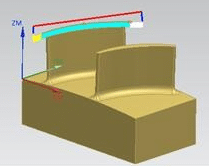
2.Semi-Rampung
Langkah iki nyedhiyakake kanggo finish presisi sabanjure. Iku nggawe awak bliss malah lan ngresiki bagean ngowahi saka sambungan antarane impeller lan bliss. Ngilangi sepi ing sakabehane yaiku nggawe penggilingan profil.
3. Rampung
Tujuan finishing apik yaiku kanggo njamin kualitas mesin lan akurasi dimensi apik. Nggoleki sing apik bakal pungkasane nemtokake yen item bakal ketemu aplikasi kasebut. Kayata, minangka impeller kanthi kekandelan 5mm lan dawane 70mm, kekandelan permukaan kudu dikontrol miturut Ra1.6. karo mesin NC 5-poros, sing kudu kedadeyan ing sawijining langkah siji.
Strategi kanggo milih alat mesin sing cocok
- Kalor ing nglereni minangka faktor utama sing kudu ditindakake. Iku amarga sawetara retak mbebayani bisa digawé kanthi panas ing permukaan alat karbida. Retakan liyane ana, luwih akeh resiko kegagalan alat. Ngaplikake lapisan TiC lan TiN minangka pendekatan konvensional kanggo mbedakake kanthi efektif.
- Kajaba iku, Ngadopsi alat nglereni kanthi regan kudu dianggep.
- Kasebut kanthi milih ambane sing cepet, geometri alat, dawa bar kanthi koordinasi karo sifat bubut CNC.
- kontur penggilingan titanium alloy bagean asring Applied ing semi-pagawean pungkasan lan finishing sawise roughing. standar bal ing pungkasan werni bisa diadopsi ing penggilingan slot. Endmill seruling ikal bakal ningkatake kinerja chip pecah, lan entuk pengurangan getaran ing saluran sirupUntara endmills pitch lan ujung ujung wavy ngarep, diterapake ing penggilingan rongga, penggilingan slot penggilingan. Panggilingan pungkasan ing sadawane garis ujung garis ujung kanthi nganggo endmill bola-hidung, mbadhepi ngasilake permukaan sing mlengkung. Radius nglereni amba saka pabrik pungkasan kudu 35 ° nganti 50 °, sing bisa migunani kanthi cepet kanggo nglereni lan njupuk kripik adoh.