
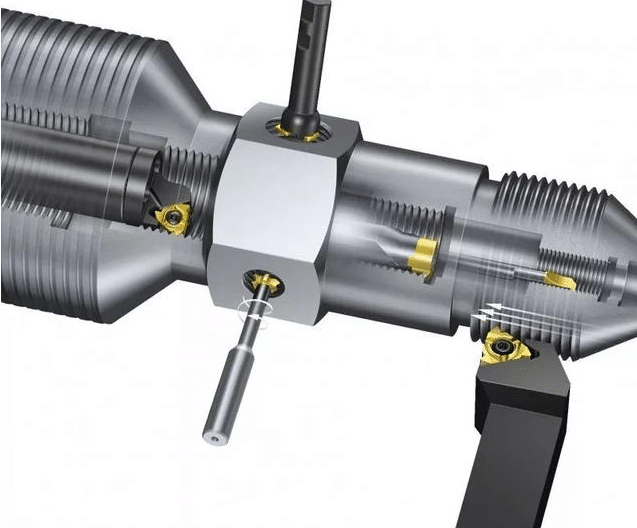
С бурным развитием программы ЧПУ для резьбового фрезерования, особенно с появлением 3-осевого навесного обрабатывающего центра с ЧПУ, в настоящее время процесс фрезерования с ЧПУ постепенно получает широкое признание в отрасли механической обработки.
Кроме того, резьбы, как это обычно известно, могут быть получены с помощью наших привычных традиционных методов изготовления резьбы, среди которых нарезание резьбы наиболее похоже на фрезерование резьбы. Потому что они оба должны образовывать нити посредством относительного вращательного движения между инструментами и заготовкой. Так как же выбрать правильный путь из них, когда сталкиваются с различными условиями труда? Вот руководство, рассказывающее, что именно они и в чем они хороши.
Условия применения фрезерования резьбы с ЧПУ:
1. Трехосный навесной (или выше) обрабатывающий центр
2. Длина резьбы не более чем в 3 раза больше режущей кромки инструмента

Преимущество фрезерования резьбы с ЧПУ
1. Резьбонарезной станок может обрабатывать резьбу разных диаметров и одинаковой формы.
Например, резьба M15x1.0, M18x1.0, M20x1.0 обрабатывается путем изменения радиуса интерполяции с помощью резьбонарезного фрезы, что позволяет сократить количество инструментов, сэкономить время смены инструмента, повысить эффективность и упростить управление инструментом.
2. Улучшена точность и качество резьбы.
Фрезерование резьбы осуществляется с помощью высокоскоростного вращения инструмента и интерполяции шпинделя. Метод резки - фрезерный, скорость резки высокая, а обработанная нить прекрасна; Скорость резания метчиком низкая, а стружка длинная, что легко повреждает внутреннюю поверхность отверстия.
3. Разгрузка внутренней резьбы удобна.
Фрезерная резьба относится к разрушению стружки, стружка короткая, а диаметр обрабатывающего инструмента меньше диаметра отверстия для обрабатывающей резьбы, поэтому удаление стружки происходит плавно; в то время как метчик непрерывной резки, стружка длинная, а диаметр метчика такой же, как отверстие для обработки, поэтому удаление стружки затруднительно.
4. Если вы используете метчик, вы, конечно, можете использовать электрическую искру, чтобы сломать сломанную ветвь, но процесс будет очень сложным, и если повреждение будет нанесено детали, она будет потеряна из-за небольшого размера.
Если используется резьбовой фрезер, прежде всего, из-за того, что сила мала, сломать ее нелегко; даже если он сломан, поскольку диаметр обрабатывающего отверстия больше диаметра инструмента, ветвь можно легко вынуть. С точки зрения выхода продукта, фрезерование резьбы намного выше, чем метчики.
5. Нелегко формировать липкие чипсы.
Для более мягких материалов легко производить липкие стружки во время обработки, но фрезерование резьбы вращается с высокой скоростью и ломает стружку. Скорость резания метчиком низкая, и действует полная резьба и обработанная поверхность, что легко приводит к образованию липких стружек.
6. Мощность машины должна быть низкой.
7. Поскольку фрезерование резьбы приводит к обрыву стружки, инструмент частично соприкасается, сила резания мала, а метчик - с полным резьбовым контактом, сила велика, и станок требует большой мощности.
8. С поломок инструмента легко обращаться.
Во-первых, резьбонарезной станок имеет небольшое усилие и редко ломается. Если это происходит из-за того, что отверстие для обработки больше резца, сломанную часть легко вынуть; и кран подвергается большой силе, удаление стружки происходит не плавно, и его легко сломать, а большое отверстие после поломки. С ним немного легче обращаться, и это очень хлопотно, если это маленькая дыра, например:
а. При обработке обычной резьбы фрезерование резьбы не является экономически эффективным, учитывая стоимость одной детали. Обычные нити классифицируются как нити с общей твердостью <50 HRC и диаметром <38 мм, хотя это не является очевидной разделительной линией. Обычные метчики, как правило, изготавливаются из быстрорежущей стали, рыночная цена составляет десятки долларов, но резьбонарезной станок более чем в 10 раз дороже, а срок службы одного куска не может превышать более 10 раз.
б. Соотношение сторон не может быть слишком большим и обычно требует L / D <3. Поскольку резьбонарезной станок имеет одностороннее усилие, соотношение длинных диаметров приведет к сужению конуса, когда резьба слишком длинная, и нож легко ломается.
приложение фрезерования резьбы с ЧПУ
1. Обработка материала с высокой твердостью (твердость> 50HRC), подходит для фрезерования резьбы, потому что фрезерование - это ломка стружки, инструмент для локального контакта - маленький, а лезвие изготовлено из цементированного карбида, поэтому износ небольшой и длительный срок службы ; Общий высокоскоростной стальной проволочный конус не может быть обработан вообще, например, использование твердосплавных метчиков, цена не дешевая, а цена на резьбовые фрезы аналогична. Согласно нашему опыту обработки, эффективность и экономичность резьбового фрезерования абсолютно выше, чем у метчиков.
2. Композитное отверстие (с фаской). Подходит также для фрезерования резьбы. Резьбонарезной станок имеет множество функций, которые можно интегрировать в резьбу и снятие фаски.
3. Тонкостенная обработка, подходящая для резьбового фрезерования, усилие обработки резьбонарезного фрезы мало, поэтому деформация мала. Кроме того, нижнее отверстие может быть сделано плоским, а резьба может быть близко к дну, поэтому требуемое пространство мало.
4. Для обработки с высокой точностью резьбы, фрезерование резьбы имеет высокую скорость резания, хорошее удаление стружки, высокую точность резьбы и высокую чистоту, и больше подходит для фрезерования резьбы.
5. Мягкий материал, обработка из титанового сплава, подходит для резьбового фрезерования, потому что резьбонарезной фрезер не так легко производить прилипший мусор
Для нестабильной нарезки резьбонарезной фреза полностью способна адаптироваться к обработке этого условия, поскольку ее принципом резки является прерывистое фрезерование.
Резюме
1. Легкое производство. Пресс-форма является высокоточным оборудованием, а стоимость производства высока. Поэтому для обеспечения точного шага отверстия и полного профиля резьбы, резьба в большой форме обрабатывается для обеспечения качества заготовки.
2.Не вращающиеся или асимметричные детали. Из-за асимметричной формы деталей первая трудность, возникающая при использовании метода обточки резьбы, - это зажим, и точность обработки может быть гарантирована. 3, большой диаметр зрачка и прерывание резки.
