आज आपको इस बात का अंदाजा हो जाएगा कि घुटना और घुटने की परिभाषा क्या है।
Knurled परिभाषा सीधे, rhombus, या गोलाकार आकार के पैटर्न को काम के टुकड़े में रोल करने की एक प्रक्रिया है, जो जोड़ तोड़ उपकरण या लाथ पर आयोजित की जा सकती है। घुटनों के हिस्सों पर इंडेंटेशन पैदा करने का कारण हाथों को पकड़ने के लिए मूल फिसलन सतह की तुलना में बेहतर पकड़ के लिए है या पकड़ने के लिए उपकरण को जकड़ना है। सामान्यतया, knurling के बाद का इष्टतम परिणाम कई कारकों पर निर्भर करता है, जैसे कि इस्तेमाल की गई तकनीक, संसाधित सामग्री, काम के टुकड़ों के आयाम और पहिया, फ़ीड और गति की दर, आदि। इसके अलावा, हम आपको पता चलवाना चाहते हैं कि क्या है इस लेख में 5 बिंदुओं को देखने की प्रक्रिया है जिसमें 5 मिनट पढ़ने के समय की मांग करने वाले शब्द हैं।

पैटर्न के प्रकार
ऐसे घुटने वाले पैटर्न हैं जो मोटे तौर पर सीधे, एंगल्ड और क्रिस-क्रॉस में वर्गीकृत किए जा सकते हैं। उनमें से, क्राइस-क्रॉस प्रकार में इन दो प्रकारों को रंबिक और वर्ग शामिल किया गया है, जिसका अर्थ है 30 डिग्री और 45 डिग्री। मीट्रिक और ब्रिटिश डिज़ाइन हैं जिन्हें हम आमतौर पर लागू करते हैं। इंच में मूल्य प्रति इंच दांत की संख्या को संदर्भित करता है। मीट्रिक प्रणाली में रहते हुए वे दशमलव संख्या में बदल जाते हैं। जैसे 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 1.0, 1.2, 1.4, 1.6 और इतने पर।
पैटर्न दांतों के बीच रिक्ति का संदर्भ मूल्य, इकाई: मिमी
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
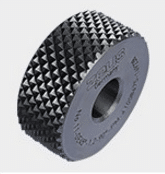
नॉकिंग व्हील के विनिर्देशों
नोटेर व्यास, चौड़ाई और पैटर्न के अनुसार, knurling पहियों को विनिर्देशों में विभाजित किया गया है।
हमें 15, 20, 25 और 30 (मिमी में) नॉर्मल व्हील के नॉर्मल डायमीटर और 6, 8, 10, 12, 15, 20 वेरिएंट चौड़ाई के रूप में मिले हैं।
फॉर्म नॉकिंग व्हील और कट नॉरलिंग व्हील
दो अलग-अलग प्रकार की knurling प्रक्रिया होती है: फॉर्म knurling और cut knurling।
फॉर्म नूरलिंग सतह को मुख्य रूप से गैर-काटने की प्रक्रिया द्वारा संपीड़ित करता है। कटी हुई गाँठ और फार्म की गाँठ के बीच मुख्य अंतर यह है कि कटे हुए गाँठों से ही कुछ तेज धारें उत्पन्न होती हैं। हमने उनके प्रदर्शन की तुलना करने के लिए निम्नलिखित चार्ट बनाया है।
| कटे हुए नथुने | फॉर्म नूरिंग | |
| सामग्री संसाधित | वस्तुतः प्लास्टिक और कच्चा लोहा सहित कोई भी सामग्री | किसी भी स्थिति में मोटी दीवार के साथ ठंडा बनाने की सामग्री |
| काम के टुकड़े की सामग्री पर प्रभाव | कम या कोई विकृति नहीं | बाहरी व्यास को बढ़ाएं |
| खराद की बुनाई मानकों | उच्च गति और फ़ीड की अनुमति दें | धीमी गति से काटने की गति और फ़ीड दर |
| खराद पर प्रभाव | खराद पर कम दबाव | खराद पर बहुत दबाव डालें |
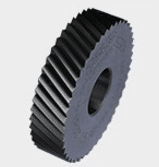
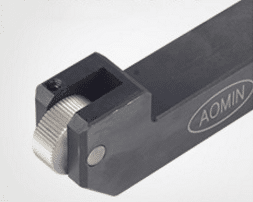
होब के प्रकार
Knurling ऑपरेशन के लिए एक knurling व्हील के साथ सुसज्जित चाकू के हैंडल की आवश्यकता होती है। चाकू को सीधे खरीदा जा सकता है, या चाकू के पहिये को खुद से खरीदा और बनाया जा सकता है।
आम तौर पर सिंगल-व्हील, डबल-व्हील और सिक्स-व्हील होते हैं।
एकल पहिया प्रकार एक चाकू संभाल पर एक फूल पहिया स्थापित करने के लिए है।
डुअल व्हील प्रकार ऊपरी और निचले फूलों के पहियों की एक जोड़ी है जो चाकू के हैंडल पर लगाई जाती है, जिसमें आमतौर पर दो विपरीत टवील पहियों होते हैं।

सिक्स-व्हीलिड यह है कि डबल व्हील वाले टूल धारकों के तीन समूह हैं, जो सीधे विभिन्न पैटर्न संयोजनों को बदल सकते हैं।
प्रसंस्करण और संचालन की सावधानियां
1. क्योंकि खराद पर चढ़ने पर बल काफी बड़ा होता है, वर्कपीस को मजबूती से जकड़ना चाहिए।
2. knurling टूल की स्थापना को 3 से 5 डिग्री तक झुका होना चाहिए। इस तरह, रोलर और वर्कपीस के बीच की प्रारंभिक संपर्क सतह एक सुचारू रूप से चलने की प्रक्रिया प्राप्त करने के लिए संकुचित होती है।
3. घुटन की शुरुआत एक चिंता का विषय है, जिसे रोकने की आवश्यकता नहीं है, प्रारंभिक फ़ीड को रोकना चाहिए। केवल इस तरह से वर्कपीस एक ही बार में पैटर्न को दबा सकता है। पैटर्न स्पष्ट रूप से लुढ़का होने के बाद, पहिया निम्नलिखित चरणों में आगे बढ़ता है। अन्यथा, सतह पर टूटना उत्पन्न करना और अव्यवस्थित पैटर्न बनाना आसान है।

4. कटे हुए घुटने के पहिये का उपयोग करते समय, मशीन की सतह के स्नेहन पर ध्यान दिया जाना चाहिए, ताकि रोलिंग के दौरान हॉब के खांचे में चिप्स के संचय के कारण होने वाले पैटर्न के नुकसान से बचा जा सके। रोलर क्लीयरेंस बहुत बड़ा नहीं होना चाहिए, अन्यथा रेडियल स्विंग और अक्षीय गति उत्पन्न होगी।

5. वर्कपीस की परिधि () × D integr एक सीधी रेखा को रोल करते समय चाकू की पिच (t) का एक अभिन्न गुणक नहीं है। अन्यथा, यह रोटेशन के बाद रोलिंग पटरियों के गैर-संयोग के कारण पैटर्न को तले हुए हो सकता है। फिर शासित लाइनों को रोल करने का दबाव बड़ा होना चाहिए (मशीन टूल और वर्कपीस की कठोरता की अनुमति है)। दूसरे सर्कल की शुरुआत में वर्कपीस के चारों ओर गहरी और चौड़ी लाइनें बनाने के लिए, हॉब के दांत वर्कपीस के खांचे में गिर सकते हैं। लगातार रोल करने से मिसलिग्न्मेंट त्रुटियों को गहरा और व्यापक खांचे में फैलाया जा सकता है।
6. मशीन टूल को बहुत तेज चलाना आसान नहीं है। सामान्य गति 185 आर / मिनट से 230 आर / मिनट है, और फ़ीड दर 0.22 मिमी / आर से 0.24 मिमी / आर है। स्वचालित लेथ पर रोलिंग समान है। कैम डिजाइन करते समय, यह आवश्यक है कि चाकू को वर्कपीस की सतह से संपर्क करने के बाद सीधे निर्धारित पैटर्न बेस व्यास में काट दिया जाए, और फिर चाकू को लगभग 10 ~ 15 पर रहने के तुरंत बाद वापस ले लिया जाए। यदि यह चल रहा है, तो पैटर्न के निचले व्यास में काटने के तुरंत बाद चाकू को क्षैतिज रूप से चलने दें। जब यह निर्धारित दूरी तक पहुंच जाता है, तो इसे तुरंत चाकू को भी वापस लेना चाहिए। अन्यथा, अधिक रहने के बाद, यह एक चाकू के निशान का उत्पादन करेगा और पैटर्न की सतह के आकार को नष्ट कर देगा।
7. स्वत: खराद पर शुद्ध पैटर्न दबाएं, जब तक कि पैटर्न की चौड़ाई रोलर की चौड़ाई से अधिक न हो, तब तक शुद्ध पैटर्न पहिया को सीधे रोल किया जा सकता है। यदि काम के टुकड़े का शुद्ध पैटर्न पहिया की लंबाई से अधिक है, तो पैटर्न को चलने के लिए मिश्रित पहिया का उपयोग किया जाना चाहिए।
उम्मीद है, आपने स्पष्ट कर दिया है कि घुटना और घुटने की परिभाषा क्या है। अगर कोई टिप या डिटेल है तो हमे कमेंट में हमारे साथ चर्चा करने से चूक गए।