
오늘 당신은 knurling과 knurling 정의가 무엇인지 대략적인 아이디어를 갖게 될 것입니다.
널링 된 정의는 직선, 마름모 또는 구형의 패턴을 가공 도구 또는 선반에서 수행 할 수있는 가공물로 롤링하는 프로세스입니다. 널링 된 부분에 들여 쓰기를 만드는 이유는 손에 대한 원래 미끄러운 표면이나 잡는 도구를 잡고 잡는 것보다 더 나은 파악을위한 것입니다. 일반적으로 말하자면, 널링 후 최적의 결과는 사용 된 기술, 가공 된 소재, 공작물 및 널링 휠의 치수, 피드 및 속도 속도 등과 같은 여러 요인에 따라 달라집니다. 여기서는 널링 이 기사에서 다루는 5 가지 관점은 약 5 분의 독서 시간을 요구하는 단어로 구성됩니다.

패턴 유형
대략 직선형, 각형 형, 십자가 형으로 분류 할 수있는 널링 패턴이 있습니다. 그중 크로스 십자형은 마름모꼴이며이 두 가지 유형은 30도와 45도를 의미합니다. 우리가 일반적으로 적용하는 통계 및 영국 디자인이 있습니다. 인치 값은 인치 당 치아 수를 나타냅니다. 미터계에서는 십진수로 변환됩니다. 예 : 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 1.0, 1.2, 1.4, 1.6 등.
패턴 치간 간격의 기준값, 단위 : mm
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
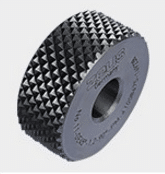
널링 휠 사양
노치 직경, 너비 및 패턴에 따라 널링 휠이 사양으로 나뉩니다.
우리는 널 링 휠의 일반 직경으로 15, 20, 25 및 30 (mm)을 가지며 가변 폭으로 6, 8, 10, 12, 15, 20을가집니다.
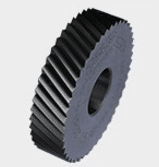
널링 휠과 널링 휠을 성형하십시오.
두 가지 유형의 널링 가공이 있습니다 : 폼 널 링과 커트 로울 링.
Form knurling은 주로 비 절단 과정에 의해 압축 된 표면을 생성합니다. 커트 kn 울링과 폼 ling 울링의 주요 차이점은 커트 ling 울링만으로 생성되는 날카로운 엣지가 있다는 것입니다. 우리는 그들의 공연을 비교하기 위해 다음 도표를 만들었습니다.
| 널링 가공 | 폼 언 올링 | |
| 가공 된 재료 | 플라스틱 및 주철을 포함한 거의 모든 재료 | 모든 위치에서 두꺼운 벽을 가진 냉간 성형 재료 |
| 공작물의 재질에 미치는 영향 | 변형이 적거나 없음 | 외경 증가 |
| 선반 널링 파라미터 | 높은 절삭 속도 및 사료 공급 허용 | 느린 절삭 속도 및 이송 속도 |
| 선반에 미치는 영향 | 선반에 대한 압력 감소 | 선반에 큰 압력을가하십시오 |
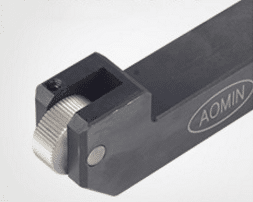
호브의 종류
널링 작업에는 널링 휠이 장착 된 나이프 핸들이 필요합니다. 칼을 직접 구입할 수도 있고, 널링 휠을 구입하여 직접 만들 수도 있습니다.
일반적으로 단일 휠, 더블 휠 및 6 휠이 있습니다.
단일 휠 타입은 칼 핸들에 꽃 휠을 설치하는 것입니다.
듀얼 휠 타입은 나이프 핸들에 장착 된 한 쌍의 위턱과 아래턱에있는 꽃 바퀴이며 대개 두 개의 반대쪽 능직 바퀴로 구성됩니다.

여섯 바퀴는 서로 다른 패턴 조합을 직접 변환 할 수있는 세 쌍의 이중 바퀴 공구 홀더가 있다는 것입니다.
널링 가공 및 작동시주의 사항
1. 선반을 굴릴 때 힘이 크기 때문에 공작물을 단단히 고정해야합니다.
2. 널링 공구의 설치는 3 ~ 5도 기울어 져야합니다. 이러한 방식으로, 롤러와 가공물 사이의 초기 접촉 표면은 매끄러운 널링 공정을 달성하기 위해 좁아진다.
3. 널링 (knurling)의 시작은 초기 공급을 중단시키지 않아도되는 우려입니다. 이렇게하면 공작물이 한 번에 패턴을 누를 수 있습니다. 패턴이 명확하게 구르면 바퀴가 다음 단계로 진행됩니다. 그렇지 않으면 표면에 파손을 일으키고 무질서한 패턴을 생성하기 쉽습니다.

4. 커트 룰링 휠을 사용하는 경우, 롤링 중에 호브의 홈에 칩이 쌓여서 패턴이 손상되지 않도록 가공 된 표면의 윤활에주의해야합니다. 롤러 클리어런스가 너무 커야합니다. 그렇지 않으면 방사형 스윙과 축 방향 이동이 발생합니다.

5. 직선을 그릴 때 공작물의 둘레 (π × D)는 나이프 피치 (t)의 정수배 일 필요는 없습니다. 그렇지 않으면 회전 후에 롤링 트랙이 일치하지 않아 패턴이 뒤 틀릴 수 있습니다. 압연 된 괘선의 압력은 커야합니다 (공작 기계와 공작물의 강성이 허용됩니다). 두 번째 원이 시작될 때 공작물 주위에 더 깊고 넓은 선을 그리기 위해 호브 이삭이 공작물의 홈에 떨어질 수 있습니다. 연속 롤링은 오정렬 오류를 더 깊고 넓은 홈으로 분산시킬 수 있습니다.
6. 공작 기계가 너무 빨리 달릴 수 없습니다. 일반적인 속도는 185 r / min ~ 230 r / min이며, 이송 속도는 0.22 mm / r ~ 0.24 mm / r입니다. 롤링은 자동 선반과 동일합니다. 캠을 설계 할 때 나이프가 공작물 표면에 접촉 한 후 나이프를 지정된 패턴베이스 직경으로 직접 절단 한 다음 약 10-15 도로 머문 직후에 나이프를 당겨 빼내야합니다. 그것이 실행중인 경우, 패턴의 하단 직경으로 절단 직후에 칼을 수평으로 걸어 보자. 규정 된 거리에 도달하면 즉시 칼을 빼내야합니다. 그렇지 않으면 더 머무르면 칼 표시가 생겨 패턴의 표면 모양이 파괴됩니다.
7. 자동 선반의 네트 패턴을 누르십시오. 패턴 너비가 롤러의 너비를 초과하지 않는 한, 네트 패턴 휠을 직접 굴릴 수 있습니다. 공작물의 네트 패턴이 휠의 길이를 초과하면 복합 휠을 사용하여 패턴을 따라야합니다.
다행히도, 너는 무엇이 무릎을 꿇고 무릎을 꿇은 것인가를 분명히했다. 팁이나 세부 사항이 있으면 우리와 함께 논평 해주십시오.
