اليوم سيكون لديك فكرة تقريبية عن ما هو تعريف الركع والخياطة.
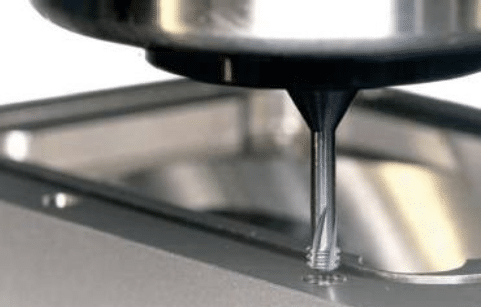
التعريف المخرش هو عملية لف الأنماط المستقيمة أو المعينية أو الشكل الكروي إلى قطعة عمل ، والتي يمكن إجراؤها على أدوات أو مخارط تلاعب. سبب إنشاء المسافات البادئة على الأجزاء المخرش هو فهم أفضل من السطح الزلق الأصلي لليدين أو أداة التثبيت للإمساك بهما. بشكل عام ، تعتمد النتيجة المثلى بعد التخريش على العديد من العوامل ، مثل التقنية المستخدمة ، المواد المعالجة ، أبعاد قطع العمل وعجلة التخريش ، معدل التغذية والسرعة ، إلخ. العملية في 5 وجهات نظر في هذه المقالة التي تتكون من الكلمات التي تتطلب حوالي 5 دقائق من وقت القراءة.

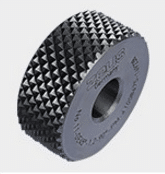
أنواع الأنماط
هناك أنماط تخريش يمكن تصنيفها تقريبًا إلى صليب مستقيم وزاوي ومقاطع متقاطعة. من بينها ، يشتمل النوع المتقاطع على المعيني والمربع لهذين النوعين ، مما يعني 30 درجة و 45 درجة. هناك تصاميم متري وبريطانية نطبقها عادة. تشير القيمة بالبوصة إلى عدد الأسنان لكل بوصة. أثناء وجودهم في النظام المتري يتم تحويلهم إلى أرقام عشرية. على سبيل المثال 0.3 ، 0.4 ، 0.5 ، 0.6 ، 0.7 ، 0.8 ، 1.0 ، 1.2 ، 1.4 ، 1.6 وهلم جرا.
القيمة المرجعية للتباعد بين أسنان النمط ، الوحدة: مم
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
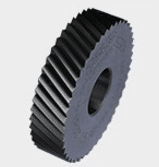
مواصفات عجلة التخريش
وفقًا لأقطار النور والعروض والأنماط ، تنقسم عجلات الركوع إلى مواصفات.
لدينا 15 و 20 و 25 و 30 (مم) كأقطار عادية لعجلات الركوع و 6 و 8 و 10 و 12 و 15 و 20 كعرض متغير.
شكل عجلة التخريش وقطع عجلة التخريش
هناك نوعان مختلفان من عملية التخريش: تشكيل التخريش وتخريش القطع.
ينتج التخريش السطحي ضغطًا أساسيًا عن طريق عملية القطع. يتمثل الاختلاف الرئيسي بين التخريش المقطوع والتخريش في الشكل في وجود بعض الحواف الحادة الناتجة فقط عن طريق التخريش المقطوع. لقد أجرينا الرسم البياني التالي للإشارة إلى مقارنة أدائها.
| قطع التخريش | شكل التخريش | |
| المواد المصنعة | تقريبا أي مادة بما في ذلك البلاستيك والحديد الزهر | تشكيل المواد الباردة مع جدار سميك في أي موقف |
| التأثير على المواد من قطعة العمل | أقل أو لا تشوه | زيادة القطر الخارجي |
| مخرطة المعلمات التخريش | السماح أعلى سرعة القطع والتغذية | أبطأ سرعة القطع ومعدل التغذية |
| التأثير على المخرطة | ضغط أقل على المخرطة | ممارسة ضغط كبير على المخرطة |
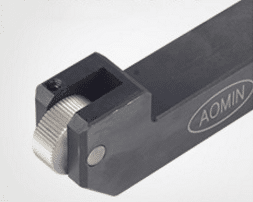
أنواع الحب
تتطلب عملية التخريش مقبض سكين مزود بعجلة تخريش. يمكن شراء السكين مباشرة ، أو يمكن شراء عجلة الركوع وصنعها بنفسك.
عموما هناك عجلة واحدة ، عجلة مزدوجة وست عجلات.
نوع عجلة واحدة هو تثبيت عجلة زهرة على مقبض سكين.
نوع العجلة المزدوجة هو زوج من عجلات الزهرة العلوية والسفلية المثبتة على مقبض السكين ، وتتألف عادةً من عجلتين متماثلتين متقابلتين.

ستة عجلات هي أن هناك ثلاث مجموعات من حاملات الأدوات ذات العجلات المزدوجة ، والتي يمكنها تحويل مجموعات أنماط مختلفة مباشرة.
معالجة وتشغيل احتياطات التخريش
1. لأنه عند التدوير على المخرطة ، تكون القوة كبيرة جدًا ، يجب أن تكون الشغل مثبتة بإحكام.
2. يجب أن يميل تثبيت أدوات التخريش من 3 إلى 5 درجات. وبهذه الطريقة ، يتم تضييق سطح التلامس الأولي بين الأسطوانة وقطعة العمل من أجل تحقيق عملية تخريش سلسة.
3. بداية التخريش هي مصدر قلق ، والذي لا يتطلب التوقف عن التدخل في التغذية الأولية. وبهذه الطريقة فقط ، يمكن لشغل الشغل الضغط على النموذج مرة واحدة. بعد لف النمط بوضوح ، تستمر العجلة في اتباع الخطوات التالية. خلاف ذلك ، فمن السهل توليد الكسر على السطح وإنشاء نمط غير منظم.

4. عند استخدام عجلة التخريش ، يجب الانتباه إلى تزييت السطح الميكانيكي ، وذلك لتجنب تلف النمط الناتج عن تراكم الرقائق في أخدود الفرن أثناء التدوير. يجب ألا يكون خلوص الأسطوانة كبيرًا للغاية ، وإلا فلن يحدث تأرجح شعاعي أو حركة محورية.

5. محيط قطعة الشغل (π × D) ليس بالضرورة جزءًا لا يتجزأ من خطوة السكين (t) عند لف خط مستقيم. بخلاف ذلك ، قد يتسبب في تخليط النمط بسبب عدم توافق المسارات الدائرية بعد الدوران. ثم يجب أن يكون ضغط الأسطر المسطرة كبيرًا (يُسمح بصلابة أداة الآلة والشغل). لتكوين خطوط أعمق وأوسع حول الشغل في بداية الدائرة الثانية ، يمكن أن تسقط أسنان الفرن في أخدود الشغل. المتداول المستمر يمكن أن يشتت أخطاء الانحلال في الأخاديد الأعمق والأوسع.
6. أداة الآلة ليست سهلة التشغيل بسرعة كبيرة. السرعة العامة هي 185 r / min إلى 230 r / min ، ومعدل التغذية هو 0.22 mm / r إلى 0.24 mm / r. المتداول هو نفسه على المخارط التلقائية. عند تصميم الكاميرا ، يجب قطع السكين مباشرةً في قطر القاعدة النموذجي المحدد بعد أن تتصل السكين بسطح قطعة العمل ، ثم يتم سحب السكين مباشرةً بعد البقاء في حوالي 10 ~ 15. إذا كان قيد التشغيل ، دع السكين يمشي أفقياً فور قطعه في القطر السفلي للنمط. عندما يصل إلى المسافة المحددة ، يجب عليه أيضًا سحب السكين على الفور. خلاف ذلك ، بعد البقاء أكثر من ذلك ، فإنه سيتم إنتاج علامة سكين وتدمير شكل سطح النموذج.
7. اضغط على النموذج net على المخرطة التلقائية ، وطالما أن عرض النموذج لا يتجاوز عرض الأسطوانة ، يمكن لف العجلة net pattern مباشرة. إذا تجاوز النقش الصافي لقطعة العمل طول العجلة ، فيجب استخدام العجلة المركبة لسير النموذج.
نأمل أن تكون قد أوضحت ما هو تعريف الركع والمخرش. إذا كان هناك أي معلومات أو تفاصيل نفتقدها ، فيرجى مناقشة معنا في التعليق.