
Dina iki sampeyan bakal duwe gagasan sing ateges apa sing nggawe knurling lan knurling.
Definisi knurled minangka proses kanggo nggulung pola-pola lurus, rombus, utawa wangun bunder dadi karya, sing bisa dilakoni ing piranti manipulasi utawa lathes. Alesan kanggo nggawe indentation ing bagean knurled kanggo nangkep luwih apik saka asli lunyu permukaan kanggo tangan utawa clamping alat kanggo nyekel saka. Secara umum, asil optimal sawise knurling gumantung marang faktor akeh, kayata teknik sing dipigunakaké, materi sing diproses, dimensi potongan kerja lan roda knurling, feed lan tingkat kacepetan, dll. Ing kene, kita arep mlaku-mlaku liwat apa knurling proses ing 5 titik tampilan ing artikel iki sing kasusun saka tembung nuntut babagan 5 menit wektu maca.

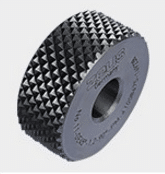
Jinis pola
Ana pola knurling sing bisa dikategorikaké dadi lurus, angled, lan criss-cross. Antarane wong-wong mau, jinis criss-cross kalebu rhombic lan square iki loro jinis, kang tegese 30 derajat lan 45 derajat. Ana desain metrik lan Inggris sing umum digunakake. Nilai ing inci nuduhake nomer untu per inci. Nalika ing sistem metrik, padha pindhah menyang nomer desimal. Misale: 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 1.0, 1.2, 1.4, 1.6 lan liya-liyane.
Nilai referensi jarak antarane pola pola, unit: mm
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
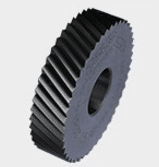
Spesifikasi roda knurling
Miturut diameter, lapis lan pola, rodha knurling dibagi dadi spesifikasi.
Kita duwe 15, 20, 25 lan 30 (mm) minangka diameter biasa roda knurling lan 6, 8, 10, 12, 15, 20 minangka varian lebar.
Formulir knurling wheel lan cut knurling wheel
Ana rong jinis proses knurling: Form knurling and cut knurling.
Formulir knurling mrodhuksi permukaan sing utamané dikompresi kanthi proses non-motong. Bentenane utama antarane pucuk knurling lan wangun knurling yaiku ana sawetara sudhut sing tajem sing mung diprodhuksi dening knurling. Kita wis nggawe bagiyan iki kanggo nuduhaké perbandingan pagelaran kasebut.
| Cut knurling | Formulir knurling | |
| Material diproses | Sakbenere materi kalebu plastik lan wesi besi | Kadhang mbentuk materi kanthi tembok kandel ing posisi apa wae |
| Impact on material piece work | kurang utawa ora deformasi | Tambah diameteripun njaba |
| Parameter knurling | Ngidini kacepetan potong sing luwih dhuwur lan feed | Kacepetan pemotongan yang lebih lambat lan tingkat feed |
| Impact on lathe | Kurang tekanan ing lathe | Nggawe tekanan gedhe ing lathe |
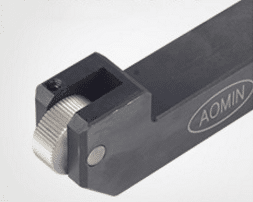
Jinis Hob
Operasi Knurling mbutuhake gagang pisau sing dilengkapi roda knurling. Pisanan bisa dituku langsung, utawa roda knurling bisa dituku lan digawe dening dhewe.
Umumé ana roda siji, roda loro lan roda enem.
Tipe siji roda kanggo nginstal roda kembang ing gagang pisau.
Tipe gerbong dual yaiku sepasang roda kembang ndhuwur lan ngisor sing dipasang ing gagang pisau, biasane ana loro roda twill.

Enem roda wis ana telung klompok sing nduweni alat roda loro, sing bisa langsung ngowahi kombinasi pola sing beda.
Tindakan lan tindakan pencegahan knurling
1. Amarga nalika nggulung ing lathe pasukan cukup gedhe, workpiece kudu kuwat clamped.
2. Instalasi alat knurling kudu cenderung 3 nganti 5 derajat. Kanthi cara iki, lumahing kontak dhisikan antarane roller lan workpiece wis nyepetake kanggo nampa proses knurling sing mulus.
3. Awal knurling iku badhan, sing mbutuhake ora mungkasi interpose feed awal. Mung kanthi cara iki bisa ngerjakake workpiece kanthi cepet pola kasebut. Sawise pola kasebut digulung kanthi cetha, roda kasebut nerusake langkah-langkah kasebut. Yen ora, gampang ngasilake kerusakan ing lumahing lan nggawe pola sing ora becik.

4. Nalika nggunakake wheel wheel knurling, perhatian kudu dibayar kanggo lubrication saka permukaan machined, supaya kanggo nyegah karusakan saka pola sing disebabake ing klempakan chip ing alur hob sak rolling. Rol karet kudu ora gedhe banget, yen ayunan radial lan gerakan aksial bakal kedadeyan.

5. Werna benda kerja (π × D) ora kudu pirang-pirang integral saka pitch pisau (t) nalika nggulung garis lurus. Yen ora, bisa nyebabake pola sing bakal diencerake amerga non-kebetulan saka trek muter sawise rotasi. Banjur tekanan saka garis sing dikawruhi kudu gedhe (rigiditas alat mesin lan benda kerja diijini). Kanggo mbentuk garis sing luwih jero lan luwih cedhak ing workpiece ing wiwitan bunder kapindho, untu hob bisa tiba ing alur benda. Rolling terus bisa nyebarake kesalahan misalignment menyang alur sing luwih jero lan luwih akeh.
6. Alat mesin ora gampang mbukak banget. Kecepatan umum 185 r / min nganti 230 r / min, lan tingkat feed 0.22 mm / r nganti 0.24 mm / r. Rolling padha ing lathes otomatis. Nalika ngrancang cam kasebut, piso dipotong langsung menyang diameter pola pola sing diresepake sawise piso ngubungi permukaan benda kerja, banjur piso ditarik langsung sawise tetep sekitar 10 ~ 15. Yen wis mlaku, pijarake piso kasebut kanthi horisontal langsung sawise ngethok ing diameter diameter pola kasebut. Yen wis tekan jarak sing diwenehake, uga kudu mbatalake piso kasebut. Yen ora, sawise tetep luwih, bakal ngasilake tandha piso lan numpes wangun permukaan pola kasebut.
7. Pencet pola net ing lathe otomatis, anggere jembar pola ora ngluwihi lebare roller, roda pola net bisa digulung kanthi langsung. Yen pola net kerja kasebut ngluwihi panjang roda, roda majemuk kudu digunakake kanggo lumaku pola kasebut.
Muga-muga, sampeyan wis nggawe jelas apa knurling lan knurled definisi. Yen ana tip utawa rinci, kita ora bisa ngrembug karo komentar.
