ਅੱਜ ਤੁਹਾਨੂੰ ਇਸ ਗੱਲ ਦਾ ਅਢੁਕਵਾਂ ਵਿਚਾਰ ਮਿਲੇਗਾ ਕਿ ਕੀ ਗੁੰਮਰਾਹ ਕਰਨਾ ਅਤੇ ਪਰਿਭਾਸ਼ਾ ਦਸਤਖਤ ਹੈ?
Knurled ਪਰਿਭਾਸ਼ਾ ਇੱਕ ਕਾਰਜ ਹੈ ਜੋ ਸਿੱਧੇ, ਰਾਊਂਡਸ, ਜਾਂ ਗੋਲਾਕਾਰ ਰੂਪ ਦੇ ਕੰਮ ਦੇ ਟੁਕੜੇ ਵਿੱਚ ਰੋਲ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਜੋ ਕਿ ਹੱਥ-ਪੈਰ ਕੀਤੀਆਂ ਗਈਆਂ ਟੂਲਾਂ ਜਾਂ ਕਲ੍ਹਿਆਂ ਤੇ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਘੁੱਲਾਂ ਵਾਲੇ ਹਿੱਸਿਆਂ 'ਤੇ ਅੰਡਾਸ਼ਯ ਬਣਾਉਣ ਦਾ ਕਾਰਨ ਹੱਥਾਂ ਦੀ ਅਸਲ ਸਿਲਾਈ ਵਾਲੀ ਸਤ੍ਹਾ ਜਾਂ ਫੜੋ ਫੜਣ ਲਈ ਸੰਦ ਨੂੰ ਕੱਟਣ ਨਾਲੋਂ ਬਿਹਤਰ ਸਮਝ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ, knurling ਦੇ ਬਾਅਦ ਵਧੀਆ ਨਤੀਜਾ ਕਈ ਕਾਰਕਾਂ, ਜਿਵੇਂ ਕਿ ਵਰਤਿਆ ਤਕਨੀਕ, ਸੰਸਾਧਿਤ ਸਮੱਗਰੀ, ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੇ ਮਾਪ ਅਤੇ knurling wheel, feed and speed rate ਆਦਿ' ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ. ਇੱਥੇ, ਅਸੀਂ ਤੁਹਾਨੂੰ ਨੂਰਮਿੰਗ ਕਰਦੇ ਹੋਏ ਤੁਰਨਾ ਚਾਹੁੰਦੇ ਹਾਂ ਇਸ ਲੇਖ ਵਿਚ 5 ਨੁਕਤਿਆਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿਚ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜਿਸ ਵਿਚ 5 ਮਿੰਟ ਪੜ੍ਹਨ ਦੇ ਸਮੇਂ ਦੀ ਮੰਗ ਕਰਨ ਵਾਲੇ ਸ਼ਬਦ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ.

ਪੈਟਰਨ ਦੀ ਕਿਸਮ
ਗੁੰਝਲਦਾਰ ਨਮੂਨੇ ਹਨ ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਸਿੱਧੇ, ਐਂਗਲ ਅਤੇ ਕ੍ਰਿਸ-ਕਰਾਸ ਵਿਚ ਵੰਡੀਆਂ ਜਾ ਸਕਦੀਆਂ ਹਨ. ਇਹਨਾਂ ਵਿਚ ਕ੍ਰਿਸ-ਕਰਾਸ ਟਾਈਪ ਵਿਚ ਰੇਮਬਿਕ ਅਤੇ ਵਰਗ ਦੋ ਤਰ੍ਹਾਂ ਦੇ ਹੁੰਦੇ ਹਨ, ਜਿਸਦਾ ਅਰਥ ਹੈ 30 ਡਿਗਰੀ ਅਤੇ 45 ਡਿਗਰੀ. ਮੈਟ੍ਰਿਕ ਅਤੇ ਬ੍ਰਿਟਿਸ਼ ਡਿਜ਼ਾਈਨ ਹਨ ਜੋ ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਲਾਗੂ ਕਰਦੇ ਹਾਂ ਇੰਚ ਵਿਚਲੇ ਮੁੱਲ ਦਾ ਮਤਲਬ ਦੰਦਾਂ ਦੇ ਪ੍ਰਤੀ ਇੰਚ ਦਾ ਨੰਬਰ ਹੁੰਦਾ ਹੈ. ਮੀਟ੍ਰਿਕ ਸਿਸਟਮ ਵਿੱਚ ਉਹ ਦਸ਼ਮਲਵ ਸੰਖਿਆਵਾਂ ਵਿੱਚ ਬਦਲਦੇ ਹਨ. ਉਦਾਹਰਨ 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 1.0, 1.2, 1.4, 1.6 ਅਤੇ ਇਸ ਤਰਾਂ.
ਪੈਟਰਨ ਦੰਦਾਂ ਦੇ ਵਿਚਕਾਰ ਸਪੇਸਿੰਗ ਦਾ ਹਵਾਲਾ ਮੁੱਲ, ਇਕਾਈ: ਐਮ ਐਮ
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
ਗੂਟਰਿੰਗ ਚੱਕਰ ਦੇ ਨਿਰਧਾਰਨ
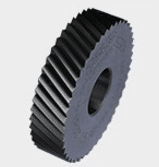
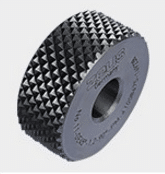
ਨੋਟਰ ਦੇ ਵਿਆਸ, ਚੌੜਾਈ ਅਤੇ ਪੈਟਰਨ ਅਨੁਸਾਰ, ਗੋਅਰਲਿੰਗ ਪਹੀਏ ਨੂੰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ.
ਸਾਡੇ ਕੋਲ knurling wheels ਦੇ ਆਮ ਵਿਆਸ ਦੇ ਰੂਪ ਵਿੱਚ 15, 20, 25 ਅਤੇ 30 (ਮਿਲੀਐਮ ਵਿੱਚ) ਅਤੇ 6, 8, 10, 12, 15, 20 ਨੂੰ ਰੁਪਾਂਤਰ ਚੌੜਾਈ ਵਜੋਂ ਮਿਲ ਗਿਆ ਹੈ.
ਨੂਵਰਿੰਗ ਵਹੀਲ ਬਣਾਉ ਅਤੇ knurling wheel ਨੂੰ ਕੱਟੋ
ਦੋ ਵੱਖ ਵੱਖ ਪ੍ਰਕਾਰ ਦੀਆਂ knurling ਪ੍ਰਕਿਰਿਆਵਾਂ ਹਨ: knurling ਅਤੇ ਕੱਟ knurling ਫਾਰਮ.
ਗੁੱਟਰ ਗੁੱਛੇ ਦਾ ਗਠਨ ਗੈਰ-ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨਾਲ ਮੁੱਖ ਤੌਰ ਤੇ ਸੰਕੁਚਿਤ ਸਤਰ ਪੈਦਾ ਕਰਦਾ ਹੈ. ਕੱਟ ਨਾਅਰਮਿੰਗ ਅਤੇ ਨੁਮਾਇੰਗ ਕਰਨ ਦੇ ਵਿਚਕਾਰ ਮੁੱਖ ਫ਼ਰਕ ਇਹ ਹੈ ਕਿ ਕੁਝ ਕੁ ਤਿੱਖੀਆਂ ਕੋਨਾਂ ਸਿਰਫ ਕੱਟ ਨਾਟਰਿੰਗ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ. ਅਸੀਂ ਉਨ੍ਹਾਂ ਦੇ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਤੁਲਨਾ ਕਰਨ ਲਈ ਹੇਠ ਲਿਖੀ ਚਾਰਟ ਬਣਾ ਲਈ ਹੈ
| ਕੱਟਣਾ | ਫੌਰਮ | |
| ਸਮੱਗਰੀ ਦੀ ਪ੍ਰਕਿਰਿਆ | ਅਸਲ ਵਿੱਚ ਪਲਾਸਟਿਕ ਅਤੇ ਕਾਸ ਕਰਕੇ ਲੋਹੇ ਸਮੇਤ ਕੋਈ ਵੀ ਸਾਮੱਗਰੀ | ਕਿਸੇ ਵੀ ਸਥਿਤੀ ਵਿਚ ਮੋਟਾ ਕੰਧ ਵਾਲੇ ਠੰਢ ਦੀ ਬਣਤਰ ਵਾਲੀ ਸਮੱਗਰੀ |
| ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੀ ਸਮੱਗਰੀ 'ਤੇ ਪ੍ਰਭਾਵ | ਘੱਟ ਜਾਂ ਕੋਈ ਵਿਕਾਰ ਨਹੀਂ | ਬਾਹਰੀ ਵਿਆਸ ਵਧਾਓ |
| ਖਰਾਬ ਖੜ੍ਹੇ ਪੈਰਾਮੀਟਰ | ਉੱਚ ਕਟਿੰਗ ਗਤੀ ਅਤੇ ਫੀਡ ਦੀ ਆਗਿਆ ਦਿਓ | ਹੌਲੀ ਕੱਟਣ ਵਾਲੀ ਗਤੀ ਅਤੇ ਫੀਡ ਦੀ ਦਰ |
| ਖਰਾਖਿਆਂ ਤੇ ਅਸਰ | ਖਰਾਬੀ 'ਤੇ ਘੱਟ ਦਬਾਅ | ਖਰਾਦ ਤੇ ਬਹੁਤ ਦਬਾਅ ਲਾਗੂ ਕਰੋ |
ਹੋਬ ਦੀਆਂ ਕਿਸਮਾਂ
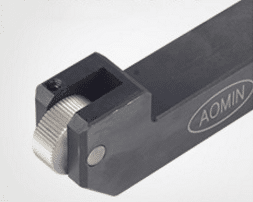
Knurling ਓਪਰੇਸ਼ਨ ਲਈ ਇੱਕ knurling ਪਹੀਏ ਨਾਲ ਲੈਸ ਇੱਕ ਚਾਕੂ ਪਰਬੰਧ ਦੀ ਲੋੜ ਹੈ ਚਾਕੂ ਸਿੱਧੇ ਹੀ ਖਰੀਦੇ ਜਾ ਸਕਦੇ ਹਨ, ਜਾਂ ਗੋਅਰਲਿੰਗ ਪਹੀਏ ਨੂੰ ਖਰੀਦਿਆ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਉਸ ਦੁਆਰਾ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ.
ਆਮ ਤੌਰ 'ਤੇ ਸਿੰਗਲ ਪਹੀਏ, ਦੋ-ਪਹੀਆ ਅਤੇ ਛੇ-ਪਹੀਆ ਹੁੰਦੇ ਹਨ.
ਇੱਕ ਸਿੰਗਲ ਚੱਕਰ ਦੀ ਕਿਸਮ ਇੱਕ ਚਾਕੂ ਹੈਂਡਲ ਨਾਲ ਇੱਕ ਫੁੱਲ ਦੇ ਚੱਕਰ ਨੂੰ ਇੰਸਟਾਲ ਕਰਨਾ ਹੈ
ਦੋਹਰੇ ਪਹੀਆਂ ਦੀ ਕਿਸਮ ਇਕ ਚੱਕਰ ਦੇ ਹੈਂਡਲ 'ਤੇ ਮਾਊਂਟ ਹੋਏ ਵੱਡੇ ਅਤੇ ਹੇਠਲੇ ਫੁੱਲ ਪਹੀਏ ਦੀ ਇਕ ਜੋੜਾ ਹੈ, ਆਮ ਤੌਰ' ਤੇ ਦੋ ਉਲਟ ਟਵਿਲ ਪਹੀਏ ਹਨ.

ਛੇ ਪਹੀਏ ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਡਬਲ ਪਹੀਏ ਵਾਲੇ ਟੂਲ ਧਾਰਕਾਂ ਦੇ ਤਿੰਨ ਸਮੂਹ ਹਨ, ਜੋ ਕਿ ਵੱਖ ਵੱਖ ਪੈਟਰਨ ਸੰਜੋਗਾਂ ਨੂੰ ਸਿੱਧੀਆਂ ਕਰ ਸਕਦੇ ਹਨ.
ਨੁਮਰਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਕਾਰਵਾਈ ਸਾਵਧਾਨੀ
1. ਕਿਉਕਿ ਖਰਾਬੇ 'ਤੇ ਘੁੰਮਣਾ ਜਦੋਂ ਤਾਕਤ ਕਾਫ਼ੀ ਵੱਡੀ ਹੈ, ਤਾਂ ਵਰਕਪੇਸ ਨੂੰ ਮਜ਼ਬੂਤੀ ਨਾਲ ਕੱਟਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
2. ਘੋਲਨ ਵਾਲੇ ਸਾਧਨਾਂ ਦੀ ਸਥਾਪਨਾ ਨੂੰ 3 ਤੋਂ 5 ਡਿਗਰੀ ਤਕ ਝੁਕਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਇਸ ਤਰ੍ਹਾਂ, ਰੋਲਰ ਅਤੇ ਵਰਕਸਪੇਸ ਵਿਚਕਾਰ ਸ਼ੁਰੂਆਤੀ ਸੰਪਰਕ ਸਤ੍ਹਾ ਨੂੰ ਸੌਖਾ knurling ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਘੱਟ ਕੀਤਾ ਗਿਆ ਹੈ.
3. ਗੂਟਰਿੰਗ ਦੀ ਸ਼ੁਰੂਆਤ ਇਕ ਚਿੰਤਾ ਹੈ, ਜਿਸ ਲਈ ਸ਼ੁਰੂਆਤੀ ਫੀਡ ਨੂੰ ਰੋਕਣ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ. ਕੇਵਲ ਇਸ ਤਰੀਕੇ ਨਾਲ ਹੀ ਕੰਮ ਵਾਲੀ ਇੱਕਤਰ ਪੈਟਰਨ ਨੂੰ ਇੱਕ ਵਾਰ ਦਬਾਅ ਸਕਦਾ ਹੈ. ਪੈਟਰਨ ਨੂੰ ਸਪੱਸ਼ਟ ਤੌਰ ਤੇ ਲਿਜਾਣ ਤੋਂ ਬਾਅਦ, ਚੱਕਰ ਹੇਠ ਦਿੱਤੇ ਕਦਮਾਂ ਦੀ ਪਾਲਣਾ ਕਰਦਾ ਹੈ ਨਹੀਂ ਤਾਂ, ਸਤਹ 'ਤੇ ਬਰੇਟੇਜ ਪੈਦਾ ਕਰਨਾ ਆਸਾਨ ਹੈ ਅਤੇ ਇਕ ਅਰਾਜਕਤਾ ਵਾਲਾ ਪੈਟਰਨ ਤਿਆਰ ਕਰਨਾ ਹੈ.

4. ਕੱਟੇ ਹੋਏ ਨੁਮਾਇਆਂ ਦੀ ਪਹੱਸੇ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਮਸ਼ੀਨ ਦੀ ਸਤਹ ਦੇ ਸਫਾਈ ਕਰਨ ਤੇ ਧਿਆਨ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਤਾਂ ਜੋ ਰੋਲਿੰਗ ਦੌਰਾਨ ਹੱਬ ਦੇ ਖੰਭ ਵਿਚ ਚਿਪਸ ਨੂੰ ਇਕੱਠਾ ਕਰਕੇ ਪੈਟਰਨ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚਾਇਆ ਜਾ ਸਕੇ. ਰੋਲਰ ਦੀ ਕਲੀਅਰੈਂਸ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ, ਨਹੀਂ ਤਾਂ ਰੇਡੀਅਲ ਸਵਿੰਗ ਅਤੇ ਅਗੇਤਰੀ ਅੰਦੋਲਨ ਹੋਏਗਾ.

5. ਵਰਕਪੀਸ (π × D) ਦਾ ਘੇਰਾ ਜ਼ਰੂਰੀ ਤੌਰ ਤੇ ਚਾਕੂ ਪੀਚ (ਟੀ) ਦਾ ਇਕ ਅਟੁੱਟ ਮਲਟੀਪਲ ਨਹੀਂ ਹੈ ਜਦੋਂ ਇਕ ਸਿੱਧੀ ਰੇਖਾ ਖਿੱਚਦਾ ਹੈ. ਨਹੀਂ ਤਾਂ, ਰੋਟੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਰੋਲਿੰਗ ਟਰੈਕਾਂ ਦੀ ਗੈਰ-ਇਤਫ਼ਾਕੀਆ ਕਰਕੇ ਇਸਦਾ ਨਮੂਨਾ ਬਣ ਸਕਦਾ ਹੈ. ਫਿਰ ਰੋਲਿੰਗ ਸਲਾਈਡ ਲਾਈਨਾਂ ਦਾ ਦਬਾਅ ਵੱਡਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ (ਮਸ਼ੀਨ ਸੰਦ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਵਰਕਪੇਸ ਦੀ ਆਗਿਆ ਹੈ). ਦੂਜੀ ਘੇਰਾ ਦੇ ਸ਼ੁਰੂ ਵਿਚ ਵਰਕਸਪੇਸ ਦੇ ਦੁਆਲੇ ਡੂੰਘੇ ਅਤੇ ਵਿਆਪਕ ਲਾਈਨਾਂ ਬਣਾਉਣ ਲਈ, ਹਾਬੂ ਦੰਦ ਵਰਕਸਪੇਸ ਦੇ ਖੰਭ ਵਿਚ ਡਿੱਗ ਸਕਦੇ ਹਨ. ਲਗਾਤਾਰ ਰੋਲਿੰਗ ਡੂੰਘੇ ਅਤੇ ਵੱਡੇ ਖੰਭਾਂ ਵਿੱਚ ਭੁਲੇਖਾਪਣ ਦੀਆਂ ਗਲਤੀਆਂ ਨੂੰ ਦੂਰ ਕਰ ਸਕਦੀ ਹੈ.
6. ਮਸ਼ੀਨ ਸੰਦ ਬਹੁਤ ਤੇਜ਼ ਚਲਾਉਣ ਲਈ ਆਸਾਨ ਨਹੀਂ ਹੈ. ਆਮ ਗਤੀ 185 r / min ਤੋਂ 230 r / ਮਿੰਟ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਫੀਡ ਦੀ ਦਰ 0.22 ਮਿਮੀ / r ਤੋਂ 0.24 ਮਿਲੀਮੀਟਰ / ਰ ਹੁੰਦੀ ਹੈ. ਰੋਲਿੰਗ ਆਟੋਮੈਟਿਕ lathes 'ਤੇ ਇਕੋ ਹੈ. ਕੈਮ ਨੂੰ ਡਿਜ਼ਾਈਨ ਕਰਦੇ ਸਮੇਂ, ਇਹ ਲੋੜੀਂਦਾ ਹੈ ਕਿ ਚਾਕੂ ਸਿੱਧੇ ਤੌਰ ਤੇ ਨਿਰਧਾਰਤ ਪੈਟਰਨ ਬੇਸ ਵਿਆਸ ਵਿਚ ਕੱਟਿਆ ਜਾਵੇ ਤਾਂ ਕਿ ਚਾਕੂ ਨੂੰ ਵਰਕਪੀਸ ਦੀ ਸਤੱਰ ਨਾਲ ਸੰਪਰਕ ਕੀਤਾ ਜਾਵੇ ਅਤੇ ਫਿਰ 10 ~ 15 ਤਕ ਰਹਿਣ ਤੋਂ ਬਾਅਦ ਚਾਕੂ ਨੂੰ ਵਾਪਸ ਲੈ ਲਿਆ ਜਾਵੇ. ਜੇ ਇਹ ਚੱਲ ਰਿਹਾ ਹੈ, ਤਾਂ ਪੈਟਰਨ ਦੇ ਥੱਲੇ ਵਿਆਸ ਨੂੰ ਕੱਟਣ ਦੇ ਬਾਅਦ ਚਾਕੂ ਤੁਰ ਕੇ ਤੁਰਨਾ ਚਾਹੀਦਾ ਹੈ. ਜਦੋਂ ਇਹ ਨਿਰਧਾਰਤ ਦੂਰੀ 'ਤੇ ਪਹੁੰਚਦੀ ਹੈ, ਤਾਂ ਇਸ ਨੂੰ ਤੁਰੰਤ ਹੀ ਚਾਕੂ ਵਾਪਸ ਲੈਣਾ ਚਾਹੀਦਾ ਹੈ. ਨਹੀਂ ਤਾਂ, ਹੋਰ ਰਹਿਣ ਤੋਂ ਬਾਅਦ, ਇਹ ਚਾਕੂ ਮਾਰਕੇ ਪੈਦਾ ਕਰੇਗਾ ਅਤੇ ਪੈਟਰਨ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਨਸ਼ਟ ਕਰੇਗਾ.
7. ਆਟੋਮੈਟਿਕ ਖਾਰੇ 'ਤੇ ਨੈੱਟ ਪੈਟਰਨ ਦਬਾਓ, ਜਦੋਂ ਤੱਕ ਪੈਟਰਨ ਦੀ ਚੌੜਾਈ ਰੋਲਰ ਦੀ ਚੌੜਾਈ ਤੋਂ ਵੱਧ ਨਾ ਹੋਵੇ, ਤਾਂ ਨੈੱਟ ਪੈਟਰਨ ਪਹੀਏ ਨੂੰ ਸਿੱਧੇ ਰੂਪ ਵਿੱਚ ਰੋਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਜੇ ਕੰਮ ਦੇ ਟੁਕੜੇ ਦਾ ਪੈਟਰਨ ਪਹੀਏ ਦੀ ਲੰਬਾਈ ਤੋਂ ਵੱਧ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਮਿਸ਼ਰਤ ਸ਼ੀਕਲ ਨੂੰ ਪੈਟਰਨ ਤੇ ਚੱਲਣ ਲਈ ਵਰਤਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
ਉਮੀਦ ਹੈ, ਤੁਸੀਂ ਸਪੱਸ਼ਟ ਕਰ ਦਿੱਤਾ ਹੈ ਕਿ ਪਰਿਭਾਸ਼ਾ ਦਸਤਕਾਰੀ ਅਤੇ ਘਟੀਆ ਕੀ ਹੈ. ਜੇ ਕੋਈ ਟਿਪ ਜਾਂ ਵਿਸਥਾਰ ਹੈ ਜੋ ਸਾਡੇ ਲਈ ਖੁੰਝ ਗਈ ਹੈ ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਟਿੱਪਣੀ ਵਿੱਚ ਸਾਡੇ ਨਾਲ ਚਰਚਾ ਕਰੋ.