
كانت التدريبات الملتفة والحفارات ذات الفتحات العميقة دائمًا خيارًا شائعًا في صناعة معالجة الفتحات العميقة. يمكننا أن نجعل هاتين الأداتين تقومان بمعالجة فولاذ q235 شائع الاستخدام ، رقم 45 من الفولاذ والألمنيوم ، لاستكشاف الفرق في جودة السطح لثقوب الآلات التي تنتجها هاتان الأداتان ، وتغيير نوعية سطح الأدوات في إطار مختلفين مواد صلابة.
كيف تطور التدريبات والتدريبات بندقية العمل
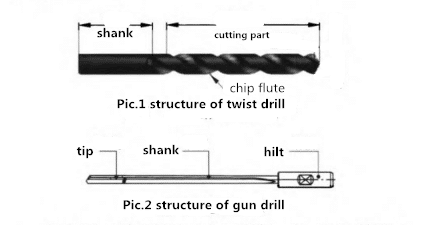
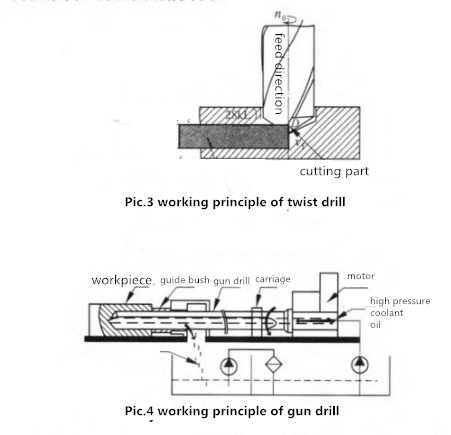
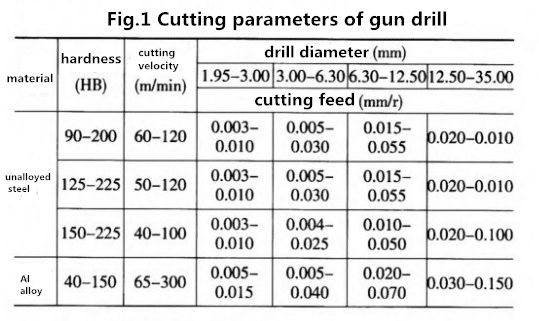
كما هو موضح في الموافقة المسبقة عن علم 2 ، يتم تقسيم الحفر الملتوي بشكل عام إلى نوع عرقوب مستقيم ونوع عرقوب مستدقة. مبدأ العمل هو أن لقمة الحفر تدور بسرعة عالية تحت محرك الدوران ، ويتم تغذية قطعة العمل باستمرار نحو الأسفل ، وتتم إزالة الرقائق من الأخدود الحلزوني للحصول على الفتحة المطلوبة. .
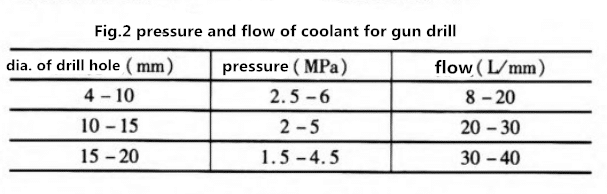
أثناء عملية حفر البنادق ، تنتج المضخة سائل تبريد عالي الضغط من خلال الفتحة الداخلية لأنبوب الحفر في منطقة القطع الأمامية. أثناء تبريد الأداة وتزييتها ، يتم تفريغها من السائل عالي الضغط عبر فتحة V من أنبوب الحفر إلى خزان الوقود. يمكن تثبيتها ثم قصها عن طريق تدوير الشغل ، مما يعطي للثقب دقة أعلى.
إن المعدات المستخدمة في المثاقب الدوارة هي بشكل عام آلة حفر مقاعد البدلاء وآلة حفر نصف قطرية ، ويمكن أن يتم ذلك على آلات الطحن العادية أو آلات CNC. تستخدم معظم التدريبات المدفعية آلات CNC ذات الثقب العميق ، والتي تتطلب أنظمة إمداد بالزيت والترشيح بالضغط العالي.
معالجة تجربة المقارنة
1. قطع السرعة
يمكن قياس سرعة القطع بالسرعة الخطية والسرعة الزاوية ، على التوالي. العلاقة بين السرعة الزاوية n (r / min) والسرعة الخطية Vc (mm / min) هي:
الرأسمالي = ndπ / 100. د هو القطر الفعال للأداة
سرعات القطع لمواد الأدوات المختلفة مختلفة. الشكل 1 التالي هو سرعة القطع لحفر السلاح.
2. معدل التغذية Vf
يمكن التعبير عن Vf من حيث العمق الرأسي للأداة المقطوعة إلى الشغل في الدقيقة ، أو عن طريق المسافة التي تقطعها الأداة في كل دورة. للحصول على كمية تغذية حفر السلاح ، راجع الجدول 1. عادةً ، يتم تحديد f = 0.01 ~ 0.032mm / r. معدل تغذية مثقاب البندقية أقل من مثقاب الحفر.
3. ضغط زيت التبريد
يرتبط اختيار ضغط الزيت P (kg / cm2) بالتصريف السلس للتبريد والرقائق ، وله تأثير كبير على جودة سطح المنتج. يوضح الجدول 2 العلاقة بين ضغط القطع ومعدل تدفق مثقاب البندقية.
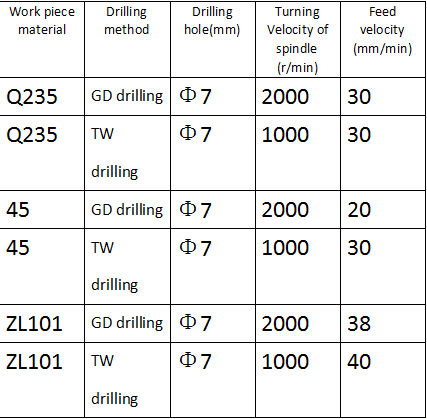
يوضح الجدول 3 الظروف التجريبية لحفر السلاح على الصلب رقم 45 والصلب Q235 وسبائك الألومنيوم الصف ZL101.
بيانات تجريبية
بعد العديد من التجارب ، يتم عرض قيم خشونة السطح لمدخل ومخرج المواد الثلاثة في الجدول 4.
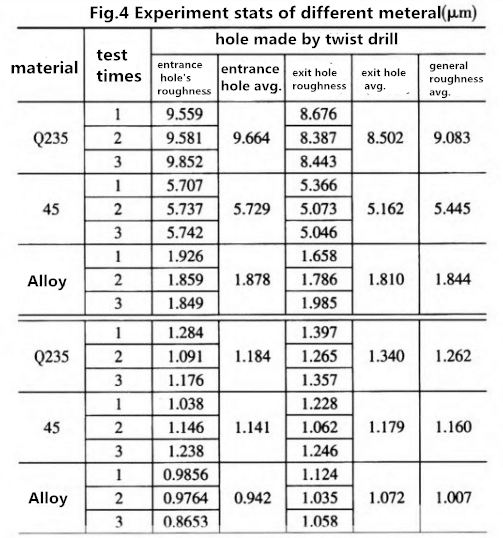
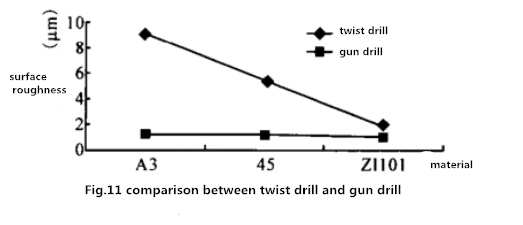
كما يتضح من الجدول أعلاه ، فإن خشونة السطح للثقب الميكانيكي لمثقاب البندقية أقل من مثقاب الحفر. يمكن لكل من المثقاب المسدس والحفر الملولب إجراء ثقوب بخشونة صغيرة على الألومنيوم. تجدر الإشارة إلى أن الرقائق التي يتم إنتاجها بواسطة ألومنيوم مثقاب الحفر والصلب Q235 حلزوني. تدريبات البندقية هي أداة قطع حافة مستقيمة بدون مزامير لولبية ، لذا فإن الشرائح التي تنتجها تشبه الصفائح في الغالب. بهذه الطريقة ، تكون الرقائق قصيرة ، وإزالة الرقائق سهلة ، وشريط السكاكين غير مجروح ، ولا يتم خدش جدار ثقب الجزء. علاوة على ذلك ، كما يتضح من الجدول أعلاه ، عند معالجة هذه المواد الثلاث ، تكون خشونة سطح حفر البندقية قريبة ، وتكون خشونة الحفرة التي يتم معالجتها بواسطة المثقاب الملتوي بعيدة نسبياً. فقط عند المعالجة في المعادن غير الحديدية ، يكون تأثير معالجة التدريبات الملتوية أقرب إلى تأثير التدريبات النارية ، وتكون الخصائص الفيزيائية الناتجة عن المعادن غير الحديدية منخفضة نسبيًا. باختصار ، يجب أن تكون جودة معالجة تدريبات الأسلحة أعلى من التدريبات الملتوية.
فلماذا يحدث هذا؟ هناك 2 أسباب أدناه:
1. المثاقب الدوارة تنتج عزم دوران كبير نسبيا أثناء المعالجة. هذا يمكن أن يسبب انحراف المحور يسبب صعوبات توسيط. في هذا الوقت ، يمكن أن يؤدي تويست المثقاب إلى حدوث نتوءات. تدريبات المسدس لديها دليل كم الحفر لتحديد المواقع بدقة. لذلك ، فإن الثقوب المعالجة ليس لها نتوءات.
2. تعد حافة القطع الملتفة أطول ، كما أن الأخدود الحلزوني سيزيد أيضًا من صعوبة إزالة الرقاقة. يقوم احتكاك الرقاقة الحلزونية بخدش جدار الفتحة ، وهو أيضًا سبب الزيادة في الخشونة. المثقاب يستخدم إخلاء الرقائق الهيدروليكية لتليين وإزالة حرارة القطع. يحمي سطح الأداة والشغل.
