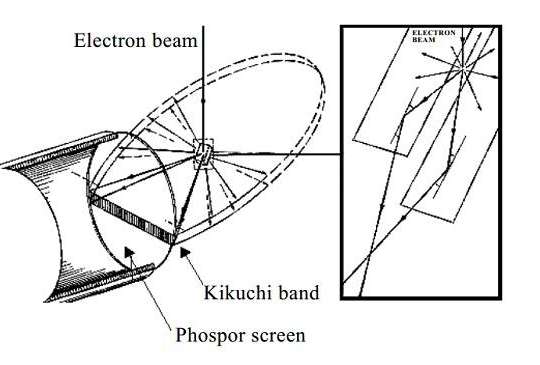
1. LaserschweißenLaserschweißen: Laserstrahlung zu bearbeitende Oberfläche, die Oberflächenwärme durch die Wärmeleitung zur internen Diffusion, durch Steuerung der Laserimpulsbreite, Energie, Spitzenleistung und Wiederholungsfrequenz und anderer Laserparameter, so dass das Werkstück schmilzt, Das Laserschweißen kann verwendet werden, um einen kontinuierlichen oder gepulsten Laserstrahl zu erzielen. Das Prinzip des Laserschweißens kann in Wärmeleitungsschweißen und Lasertiefschweißen unterteilt werden. Leistungsdichte von weniger als 10 ~ 10 W / cm für das Wärmeleitungsschweißen, diesmal ist die Eindringtiefe, Schweißgeschwindigkeit langsam; Leistungsdichte größer als 10 ~ 10W / cm, die Metalloberfläche unter der Hitze des konkaven in ein "Loch", um ein Tiefschweißen zu bilden, Schweißgeschwindigkeit, Tiefenverhältnis von großen Merkmalen. Laserschweißtechnik ist weit verbreitet in der Automobilindustrie, Schiff transportiert , Flugzeuge, Hochgeschwindigkeitsschienen und andere hochpräzise Fertigungsbereiche, um die Lebensqualität der Menschen hat eine erhebliche Verbesserung gebracht, ist es, die Hausgeräteindustrie in die Seiko-Ära zu führen. Insbesondere im Volkswagen, um 42 Meter nahtlose Schweißtechnik zu schaffen , Verbesserung der Gesamtkörper und Stabilität, die Appliance führenden Unternehmen Haier Group startete eine große Laserschweißtechnik in der Herstellung von Waschmaschinen verwendet werden, kann fortschrittliche Lasertechnologie sein Das Leben der Menschen haben große Veränderungen gebracht.2.Laser-VerbundschweißenLaser-Verbundschweißen ist Eine Kombination aus Laserstrahlschweißen und MIG-Schweißtechnologie zur Erzielung des besten Schweißeffekts, der Schnelligkeit und der Fähigkeit zur Schweißumgehung ist das fortschrittlichste Schweißverfahren Die Vorteile des Laserverbundschweißens sind: schnelle, geringe thermische Verformung, geringe Wärmeeinflussfläche und Gewährleistung der Schweißgutstruktur und der mechanischen Eigenschaften. Laserverbundschweißen neben dem Autowerkstoffschweißen auch für viele andere Anwendungen . Wie die Anwendung dieser Technologie auf die Herstellung von Betonpumpen und mobilen Kranträgern, für die die Verarbeitung hochfester Stähle erforderlich ist, und konventionelle Techniken führen aufgrund der Notwendigkeit anderer Nebenprozesse wie Vorwärmen tendenziell zu höheren Kosten. Darüber hinaus kann die Technologie auch auf die Herstellung von Schienenfahrzeugen und herkömmlichen Stahlkonstruktionen (wie Brücken, Kraftstofftanks usw.) angewendet werden. 3. Reibrührschweißen Beim Reibrührschweißen werden Reibungswärme und plastische Verformungswärme zum Schweißen verwendet Hitzequelle. Der Reibrührschweißprozess wird mittels eines Zylinders oder einer anderen Form (wie beispielsweise eines Gewindezylinders) in die Verbindung des Werkstücks durch die Hochgeschwindigkeitsrotation des Schweißkopfs ausgeführt, um es mit dem Schweißwerkstoff reibschlüssig zu machen. damit die Verbindung die Materialtemperatur erweicht. Rührreibschweißen Beim Schweißvorgang muss das Werkstück fest auf dem Rückenpolster fixiert werden, der Schweißkopf wird mit hoher Geschwindigkeit gedreht und die Verbindung des Werkstücks entlang des Werkstücks bewegt sich relativ zu Der überstehende Abschnitt des Schweißkopfes ragt zum Reiben und Rühren in das Innere des Materials hinein. Die Schulter des Schweißkopfes wird gegen die Oberfläche des Werkstücks gerieben und dient dazu, das Überlaufen des plastischen Materials zu verhindern, und sie kann auch den Oxidfilm auf der Oberfläche entfernen. Durch Rühren der Reibung am Ende der Schweißnaht verbleibt ein Schlüsselloch am Ende. In der Regel kann das Schlüsselloch abgeschnitten werden. Sie können auch andere Schweißmethoden anwenden, die lebenslang versiegelt werden. Durch Reibrührschweißen lassen sich ungleiche Materialschweißungen wie Metall, Keramik, Kunststoff usw. erzielen. Reibrührschweißen Schweißen von hoher Qualität, leicht zu produzierende Fehler, leicht zu erreichen Mechanisierung, Automatisierung, Qualität und niedrige Kosteneffizienz.4. ElektronenstrahlschweißenElektronenstrahlschweißen ist die Verwendung eines beschleunigten und fokussierten Elektronenstrahlbeschusses beim Vakuum- oder Nicht-Vakuum-Schweißen der durch das Schweißverfahren erzeugten Wärme. Das Elektronenstrahlschweißen wird in vielen Branchen wie der Luft- und Raumfahrt, der Atomenergie und der Landesverteidigung häufig eingesetzt und Militär, Automobil und elektrische und elektrische Instrumentierung wegen seiner Vorteile wie kein Schweißstab, einfache Oxidation, gute Prozessreproduzierbarkeit und kleine thermische Verformung. Elektronenstrahlschweißen ArbeitsprinzipElektronen von der Elektronenkanone in den Emitter (Kathode) zu entweichen, unter der Durch die Beschleunigung der Spannung wird das Elektron mit einer bestimmten kinetischen Energie auf die 0,3- bis 0,7-fache Lichtgeschwindigkeit beschleunigt. Und dann durch die Elektronenkanone in der Rolle der elektrostatischen Linse und der elektromagnetischen Linse, Konvergenzerfolgsrate der hohen Dichte des Elektronenstrahlflusses. Dieser Elektronenstrahl trifft auf die Oberfläche des Werkstücks und die kinetische Energie der Elektronen wandelt sich in Wärme um, um das Metall schnell zu schmelzen und zu verdampfen. Im Hochdruckmetalldampf „bohrt“ sich die Werkstückoberfläche schnell aus einem kleinen Loch, auch als „Schlüsselloch“ bekannt, wobei durch die Relativbewegung des Elektronenstrahls und des Werkstücks flüssiges Metall das Loch entlang des Lochs umströmt , Und gekühlt, um eine Schweißnaht zu bilden. Hauptmerkmale des Elektronenstrahlschweißens Durchdringungsfähigkeit für Elektronenstrahlen, hohe Leistungsdichte, Seitenverhältnis der Schweißnaht, bis zu 50: 1, kann eine große Dicke eines sich bildenden Materials, die maximale Schweißdicke von 300 mm, erreichen. Schweißzugänglichkeit, Schweißgeschwindigkeit, in der Regel mehr als 1 m / min, Wärmeeinflusszone ist klein, Schweißverformung ist klein, hochpräzise Schweißkonstruktion. Elektronenstrahlenergie eingestellt werden kann, kann die Dicke des Metalls von dünn bis 0,05 mm bis 300 mm geschweißt werden, nicht die Nut öffnen, eine Schweißformung, die andere Schweißverfahren nicht erreicht werden kann. Das Spektrum der Materialien, die für das Elektronenstrahlschweißen verwendet werden können, ist groß, insbesondere für das Schweißen von reaktiven Metallen, hochschmelzenden Metallen und hochwertigen Werkstücken.5.Ultraschallschweißen von MetallenUltraschallschweißen von Metallen ist die Verwendung der Ultraschallfrequenz von mechanischer Vibrationsenergie, die damit verbunden ist Art von Metall oder eine spezielle Methode von verschiedenen Metallen. Metall beim Ultraschallschweißen, weder an das Werkstück, um Strom zu senden, noch an das Werkstück, um die Hochtemperaturwärmequelle, sondern unter dem statischen Druck, die Rahmenvibrationsenergie in die Arbeit der Reibungsarbeit, Verformungsenergie und begrenzten Temperaturanstieg. Die metallurgische Bindung zwischen den Gelenken ist ein Festkörperschweißen, bei dem das Grundmaterial nicht schmilzt. Es überwindet effektiv das Widerstandsschweißen, das durch Spritzen und Oxidation und andere Phänomene erzeugt wird. Ultraschall-Metallschweißmaschinen können Kupfer, Silber, Aluminium, Nickel und andere nicht -Filament- oder Blechmaterial aus Eisenmetall für Einzelpunktschweißen, Mehrpunktschweißen und Kurzformschweißen. Kann weit verbreitet in SCR-Draht, Sicherung Chip, elektrische Leitungen, Lithium-Batterie-Polschuhe, das Ohr des Schweißens verwendet werden. Ultraschall-Metallschweißen mit Hochfrequenz-Vibrationswelle auf die Metalloberfläche geschweißt werden, im Fall von Druck, so dass die zwei Metalloberflächen Reibung zwischen der Bildung der molekularen Schicht zwischen der Fusion.Ultrasonic Metallschweißen ist gekennzeichnet durch schnelle, energiesparende, hohe Schmelzfestigkeit, gute Leitfähigkeit, kein Funken, in der Nähe der Kaltverarbeitung; Der Nachteil ist, dass die Schweißmetallteile nicht zu dick sein dürfen (in der Regel kleiner oder gleich 5 mm), der Lötkolben nicht zu groß sein darf, muss unter Druck gesetzt werden.6. BlitzstumpfschweißenDas Prinzip des Blitzstumpfschweißens besteht darin, das Schweißgerät zu verwenden, um beide Enden des Metalls durch die niedrige Spannung des hohen Stroms zu kontaktieren, bis das Metall auf eine bestimmte Erweichungstemperatur erwärmt ist, wobei der axiale Druck für die Bildung von gestört wird Stumpfschweißverbindungen. Zwei Schweißnähte werden nicht berührt, indem die beiden Klemmelektroden festgeklemmt und an die Stromversorgung angeschlossen werden. Bewegen Sie die bewegliche Halterung, die zwei Teile des Endes des Lichtkontakts, der erwärmt wird, um den Kontaktpunkt aufgrund der Erwärmung der Formation Flüssigmetallstrahlen, Jet-Funken-Blitz, Kontinuierlich bewegliche bewegliche Vorrichtung, kontinuierliche Blitz, Schweißstücke an beiden Enden der Heizung, bis zu einer bestimmten Temperatur, die Extrusion der Werkstückseite, unterbrechen die Schweißleistung, fest miteinander verschweißt. Die Verwendung von Widerstandsheizungsschweißverbindungen, um den Kontaktpunkt zum Flashen zu bringen, das Schweißende des Metalls zum Schmelzen zu bringen, das schnelle Aufbringen der Spitzenkraft, um das Schweißen abzuschließen. die Verwendung von Schweißstrom durch die beiden Stahlkontaktpunkte, die durch den Wärmewiderstand erzeugt werden, der Kontaktpunkt des Metallschmelzens, was zu einem starken Spritzen, der Bildung von Flash, begleitet von einem irritierenden Geruch, der Freisetzung von Spurenmolekülen, dem schnellen Aufbringen von die Schmiedekraft, um ein Schweißverfahren zu vervollständigen.
Quelle: Meeyou Carbide