ねじ切りフライス加工のためのcncプログラムの急成長、特に3軸リンケージCNCマシニングセンタの出現により、今やCNCねじ切りプロセスは機械加工業界から次第に広く受け入れられるようになっています。
その上、よく知られているように、ねじ山は私たちの身近な伝統的なねじ切り方法によって得ることができます、その中でタッピングはねじ切りに最も類似しています。なぜならそれらは両方とも工具と工作物との間の相対的な回転運動を通してねじ山を形成するためである。それでは、異なる労働条件に直面したときに、それらからどのように適切な方法を選ぶべきですか?ここに彼らが何であるか、そして彼らが何が得意であるかをあなたに伝えるガイドがあります。
CNCねじフライス加工の適用条件:
1. 3軸リンケージ(以上)マシニングセンタ
2.ねじ長さが工具の刃先の3倍を超えない

CNCねじ切りの利点
1.スレッドミーリングカッターは、異なる直径と同じ形状のスレッドを加工できます。
たとえば、M15x1.0、M18x1.0、M20x1.0のねじ山は、ねじ切りフライスで補間半径を変更することによって処理されます。これにより、工具の数を減らし、工具交換時間を節約し、効率を改善し、工具管理を容易にします。
2.ねじ精度と仕上がりが向上しました。
ねじ切り加工は工具の高速回転とスピンドル補間によって行われます。切削方法はフライス加工で、切削速度は速く、加工された糸はきれいです。タップ切削速度が遅く、切りくずが長いため、内穴面を傷つけやすい。
めねじ排出が便利です。
ミーリングねじ山は切りくず破壊に属し、切りくずは短く、そして機械加工工具の直径は機械加工ねじ穴の直径より小さいので、切りくず除去は滑らかである。タップが連続切削されている間、切りくずが長く、タップの直径が加工穴と同じくらい大きいので、切りくずの除去は困難です。
あなたがタップを使用する場合は、あなたはもちろん壊れた枝を破るために電気火花を使用することができますが、プロセスは非常に複雑になり、損傷が部品に引き起こされている場合、それは小さいために失われます。
ねじミーリングカッターを使用した場合、まず第一に、力が小さいため、破断するのは簡単ではありません。折れても加工穴径が工具径より大きいので、分岐を容易に取り出すことができます。製品歩留まりの点では、ねじ切りはタップよりはるかに高いです。
5.粘着性のある切りくずを形成するのは簡単ではありません。
より柔らかい材料の場合、加工中に粘着性の切り屑を生成するのは簡単ですが、スレッドミリングは高速で回転し切り屑が壊れます。タップの切削速度が遅く、全ねじと機械加工された表面が作用するため、粘着性の切りくずが発生しやすくなります。
6.機械力は低くあるように要求されます。
7.スレッドミーリングは切りくず破壊であるため、工具は部分的に接触し、切削力は小さく、タップは完全なねじ山接触であり、力は大きく、そして機械は大きな力を必要とします。
8.工具折損は取り扱いが簡単です。
第一に、スレッドミーリングカッターは小さい力を持ち、めったに折れない。発生した場合、加工穴がカッターより大きいため、折れた部分が取り出されやすくなります。そしてタップは大きな力を受け、切りくず除去は滑らかではなく、そしてそれは壊れ易い、そして壊れた後の大きな穴。それは扱いが少し簡単です、そしてそれが小さい穴であるならば、それはとても面倒です:
a。普通のねじ山を加工する場合、1個あたりのコストを考慮すると、ねじ切りは費用対効果に優れていません。普通の糸は一般硬度50 HRC未満、直径38 mm以下の糸に分類されますが、これは明白な境界線ではありません。一般的なタップは一般的に高速度鋼材であり、市場価格は数十ドルですが、スレッドミーリングカッターはその価格の10倍以上であり、単体の寿命は10倍以上には達しません。
b。アスペクト比は大きすぎることはできず、一般にL / D <3が必要です。スレッドミーリングカッターは片側の力を持っているので、スレッドが長すぎると長径比はテーパーを作り、カッターは容易に壊れます。
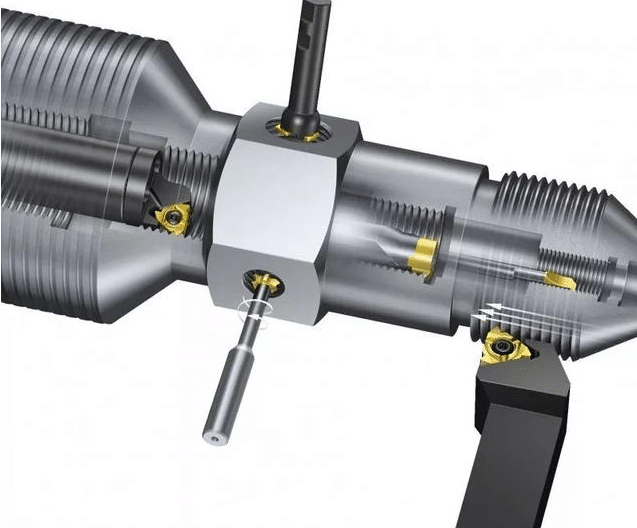
応用 CNCねじ切り
1.フライス削りが切りくずであり、局所接触工具が小さく、そして刃が超硬合金でできているので、ねじ切りフライス加工に適した高硬度材料加工(硬度> 50HRC)、そのため摩耗が少なく、耐用年数が長い;一般的な高速度鋼ワイヤコーンは、超硬タップの使用などまったく処理できず、価格は安くはなく、スレッドミーリングカッターの価格も同様です。当社の既存の加工経験によると、ねじ切りの効率と経済性はタップのそれよりも絶対に高いです。
2.複合穴(面取りあり)ねじ切り加工にも適しています。ねじ切りフライスはねじと面取りに統合できる多くの機能を持っています。
3.スレッドミーリングに適した薄肉加工、スレッドミーリングカッターの処理力が小さいので、変形量は小さいです。さらに、底部の穴を平らにすることができ、ねじ山を底部に近づけることができるので、必要なスペースは小さい。
4.ねじ切り精度が高い加工では、ねじ切り速度が速く、切りくずが除去され、ねじ切り精度が高く、仕上げも良く、ねじ切り加工に適しています。
5.スレッドミーリングカッターは粘着性の破片を生成するのは簡単ではないので、スレッドミリングに適した軟質材料、チタン合金加工、。
不安定な切削の場合、切削原理自体は断続的な切削であるため、スレッドミーリングカッターは完全にこの状態の加工に適応できます。
概要
1.モールド製造。金型は精密機械で製造コストが高いです。したがって、正確な穴ピッチとフルスレッドプロファイルを確保するために、大型金型のネジ山を加工してワークピースの品質を確保します。
2.回転しない部品または非対称な部品部品の形状が非対称であるため、ねじ切り方式で最初に直面する難点は締め付けであり、機械加工の精度を保証することができます。 3、大きな瞳孔径と断続的な切断。