Lors du traitement de copeaux continus, il est non seulement facile de rayer la surface de la pièce et d'endommager la lame, mais également de menacer la sécurité de l'opérateur. Par conséquent, il est très important de prendre les mesures techniques nécessaires pour contrôler le type de copeaux et la rupture de copeaux dans l'industrie du traitement mécanique.
Comme les copeaux sont le produit de la déformation de la couche de copeaux, la modification des conditions de coupe est un moyen efficace de changer les types de copeaux et d'obtenir la fragmentation des copeaux. Les facteurs affectant les conditions de traitement des copeaux incluent principalement les matériaux de la pièce, l'angle de géométrie de l'outil et la consommation de copeaux.
Les copeaux généraux doivent remplir les conditions de base suivantes:
1. Les copeaux ne doivent pas être empêtrés dans les outils de coupe, les pièces à usiner et leurs outils et équipements adjacents.
2. Les copeaux ne doivent pas éclabousser pour assurer la sécurité des opérateurs et des observateurs.
3. Lors de la finition, les copeaux ne peuvent pas rayer la surface usinée de la pièce, ce qui affecte la qualité de la surface usinée.
4. Garantissez la durabilité prédéfinie de la fraise, évitez toute usure prématurée et évitez de l'endommager.
5. Lorsque les copeaux s'écoulent, ils n'interfèrent pas avec l'injection de fluide de coupe. les copeaux ne rayent pas le guide de la machine ou d’autres pièces.

Classification de sse battre shapes
En raison du degré différent de déformation plastique, différents types de copeaux peuvent être produits, comme le montre la figure 1. Lors du traitement de matériaux plastiques, des copeaux en bande, des copeaux nodaux ou des copeaux granulaires sont principalement formés. Lors du traitement de matériaux fragiles, des copeaux fragmentaires sont généralement formés.
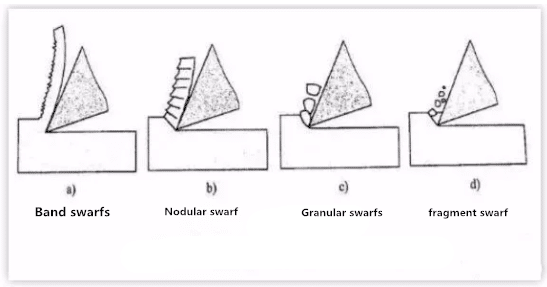
1. Copeaux en bande: Les copeaux sont en bande continue, fond lisse et dos moelleux, comme illustré à la Fig. 1-1a. Ces copeaux sont facilement fabriqués lorsque des matériaux métalliques en plastique sont usinés avec des fraises à angle de coupe plus important à une vitesse de coupe plus élevée. C'est le produit d'une déformation insuffisante de la couche coupante. Lors de la production de copeaux en bande, le processus de coupe est lisse et la rugosité de surface de la pièce à usiner faible, mais les copeaux sont difficiles à casser, ce qui provoque souvent un enroulement, une rugosité de la pièce et même une incidence sur le fonctionnement. Ne peut pas être ignoré.
2. Copeaux nodulaires: Les copeaux nodulaires sont une sorte de copeaux au fond lisse, présentant des fissures évidentes sur le dos et des fissures profondes, comme illustré à la Fig. 1-1b. De tels copeaux sont facilement fabriqués lorsque les matières plastiques sont usinées à une vitesse de coupe inférieure avec un outil à angle de coupe réduit. C'est le produit d'une déformation suffisante de la couche de copeaux et a atteint le degré de cisaillement. Lorsque des copeaux nodulaires sont produits, les copeaux fonctionnent irrégulièrement et la rugosité de la surface de la pièce est relativement importante.
3. Copeaux granulaires: Les copeaux granulaires sont des copeaux granulaires uniformes, comme illustré à la Fig. 1-1c. Lorsque vous utilisez un outil à petit angle de coupe pour traiter des matériaux métalliques en plastique à une vitesse de coupe très faible, il est facile de produire de tels copeaux. C'est le produit d'une couche de coupe complètement déformée, qui permet d'obtenir la rupture par cisaillement du matériau et provoque la rupture des copeaux le long de l'épaisseur. Lorsque des copeaux granulaires sont produits, le travail de coupe n'est pas stable et la rugosité de surface de la pièce à travailler est relativement grande.
4. copeaux fragmentés: les copeaux fragmentés sont des copeaux irréguliers à grain fin, comme le montre la Fig. 1-1d. Lors du découpage de matériaux fragiles, les copeaux formés par la fissuration soudaine de la couche coupante après une déformation élastique traversent difficilement l'étape de déformation plastique. Lorsque des copeaux concassés sont formés, le travail de coupe est instable, la lame est soumise à une force d'impact supérieure et la surface usinée est rugueuse et inégale.
Ce qui précède montre que les types de copeaux varient en fonction du matériau de la pièce et des conditions de coupe. Par conséquent, dans le processus de traitement, nous pouvons juger si la condition de copeaux convient ou non en observant la forme des copeaux. Nous pouvons également modifier la forme des copeaux en transformant les conditions de coupe afin qu'elles puissent être transformées dans la direction favorable à la production.
Principe de copeaux bgrignoter
Dans le processus de coupe du métal, la facilité de rupture des copeaux est directement liée à la déformation des copeaux. Par conséquent, l’étude du principe de rupture des copeaux doit commencer par l’étude de la loi de déformation des copeaux.
les copeaux formés lors du processus de coupe auront une dureté plus élevée, une plasticité et une ténacité réduites en raison d'une déformation plastique relativement importante. Ce phénomène s'appelle le durcissement à froid. Après le durcissement à froid, les copeaux deviennent durs et cassants et sont faciles à rompre lorsqu'ils sont soumis à des charges de flexion ou d'impact alternées. Plus la déformation plastique du copeau est importante, plus les phénomènes de dureté et de fragilité sont évidents, et plus il est facile de casser. Lors de la coupe de matériaux à haute résistance, grande plasticité et grande ténacité difficiles à casser, nous devons essayer d’accroître la déformation des copeaux afin de réduire leur plasticité et leur ténacité, de manière à atteindre le but recherché.
la déformation des copeaux peut être divisée en deux parties:
La première partie est formée dans le processus de coupe, que nous appelons déformation fondamentale. La déformation des copeaux mesurée par découpe libre avec un outil de tournage à faces inclinées est proche de la valeur de la déformation de base. Les principaux facteurs affectant la déformation de base sont l'angle d'inclinaison de l'outil, le chanfreinage négatif et la vitesse de coupe. Plus l'angle avant est petit, plus le chanfrein négatif est large et plus la vitesse de coupe est faible, plus la déformation des copeaux est importante et meilleure est la rupture des copeaux. Par conséquent, la réduction de l'angle avant, l'élargissement du chanfrein négatif et la réduction de la vitesse de coupe peuvent être utilisés comme mesures favorisant la rupture de copeaux.
La deuxième partie concerne la déformation des copeaux dans le processus d'écoulement et de curling, que nous appelons déformation supplémentaire. Parce que dans la plupart des cas, seule la déformation de base du processus de coupe ne peut faire casser les copeaux, il est nécessaire d’ajouter une autre déformation supplémentaire afin d’atteindre le but de durcissement et de rupture. Le moyen le plus simple de forcer les copeaux à subir une déformation supplémentaire consiste à moudre (ou à presser) une certaine forme de rainure de cassure des copeaux sur la face de coupe afin de forcer les copeaux à se courber et à se déformer lors de leur écoulement dans le sillon de fractionnement. les copeaux sont davantage durcis et fragilisés après une déformation supplémentaire par resserrage, et se brisent facilement lorsqu'ils entrent en collision avec la pièce ou le flanc.
Méthode de rupture des copeauxs
La raison fondamentale de la rupture et de la continuité des copeaux réside dans la déformation et les contraintes lors de la formation des copeaux. Lorsque le copeau est dans un état de déformation instable ou que la contrainte du copeau atteint sa limite de résistance, le copeau se brise. Habituellement, les copeaux se brisent après le curling.
Une sélection raisonnable de l'angle de géométrie de l'outil, des paramètres de coupe et de la rainure de coupe des copeaux est une méthode couramment utilisée.
1. Réduction de l'angle de coupe et augmentation de l'angle de déviation principal: l'angle de coupe et l'angle de déviation principal sont les angles géométriques de l'outil qui ont une grande influence sur la fragmentation des copeaux. Réduisez le coin avant, augmentez la déformation des copeaux, cassant facilement les copeaux. Etant donné que la rectification à petit angle de coupe augmentera la force de coupe et limitera l'amélioration des paramètres de coupe, l'outil sera endommagé ou même «bouché» lorsqu'il est sérieux. En règle générale, la fragmentation des copeaux ne se fait pas uniquement en réduisant l'angle de coupe. L'augmentation de l'angle de déviation principal peut augmenter l'épaisseur de coupe et la fragmentation facile des copeaux. Par exemple, dans les mêmes conditions, un couteau à 90 degrés est plus facile à casser des copeaux qu'un couteau à 45 degrés. De plus, augmenter l'angle de déviation principal est bénéfique pour réduire les vibrations lors du traitement. Par conséquent, l'augmentation de l'angle de déviation principal est une méthode efficace de rupture des copeaux.
2.La réduction de la vitesse de coupe, l'augmentation de l'alimentation et la modification des paramètres de coupe sont une autre mesure de la réduction des copeaux. Si vous augmentez la vitesse de coupe, le métal du bas des copeaux sera mou et la déformation des copeaux insuffisante, ce qui ne favorisera pas la rupture des copeaux; réduire la vitesse de coupe entraînera la rupture de copeaux. Par conséquent, en tournant, les copeaux peuvent être cassés en réduisant la vitesse de broche et la vitesse de coupe. L'augmentation de l'alimentation peut augmenter l'épaisseur de coupe et la fragmentation facile des copeaux. Il s'agit d'une méthode courante de traitement des copeaux brisés lors du traitement, mais il convient de noter qu'avec l'augmentation de l'alimentation, la rugosité de la surface de la pièce augmentera considérablement.
3. Ouverture de la rainure de rupture des copeaux: la rainure de rupture des copeaux fait référence à la rainure réalisée sur la face de coupe de l'outil. La forme, la largeur et l'angle oblique de la rainure de rupture des copeaux sont tous des facteurs qui affectent la rupture des copeaux.
1) Forme de la rainure de rupture des copeaux
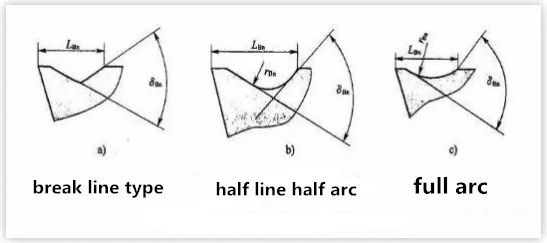
Les rainures de cassure des copeaux couramment utilisées sont trois rainures, à savoir une ligne pliée, une ligne droite et un arc de cercle, et un arc de cercle complet, comme illustré à la figure 2.
Lorsque vous coupez de l'acier au carbone, de l'acier allié et de l'acier à outils, vous pouvez sélectionner une ligne pliée, un arc de ligne droite et une rainure de coupe des copeaux. lorsque vous coupez une pièce en plastique, telle que du cuivre pur, une pièce en acier inoxydable, une rainure de rupture de copeaux d'arc en cercle complet peut être sélectionnée.
2) Largeur de la rainure de rupture des copeaux
La largeur de la rainure de fragmentation des copeaux a une grande influence sur la fragmentation des copeaux. En règle générale, plus la largeur de la rainure est petite, plus le rayon d'enroulement du copeau est petit, plus la contrainte de flexion sur le copeau est grande et plus il est facile à casser. Par conséquent, une plus petite largeur de rainure de rupture de copeaux est bénéfique à la rupture de copeaux. Cependant, la largeur de la rainure de coupe des copeaux doit être prise en compte en relation avec la profondeur de coupe_p de l'avance.
Des copeaux en forme de C peuvent être formés si la largeur de la rainure de rupture des copeaux et le débit d'alimentation sont fondamentalement appropriés. Si la rainure d'enroulement des copeaux est trop étroite, il est facile de provoquer un blocage des copeaux, ce qui augmente la charge de l'outil de tournage et même endommage le tranchant; Si la rainure d'enroulement des copeaux est trop large et le rayon de recourbement de la coupe trop grand, la déformation de la découpe est insuffisante et il est difficile de la casser et ne coule souvent pas à travers le fond de la rainure pour former des copeaux de bande continus.
La largeur de la rainure de copeaux doit également être adaptée à la profondeur de coupe. Sinon, lorsque la rainure est trop étroite, il apparaît que la largeur des copeaux est difficile à enrouler dans la rainure et que les copeaux ne s'écoulent pas à travers le fond de la rainure pour former des copeaux à bandes. Lorsque la rainure est trop large, les copeaux deviennent plus étroits, le flux est plus libre, la déformation est insuffisante et ne se casse pas.
Afin d'obtenir un effet satisfaisant de cassure des copeaux, il convient de sélectionner la largeur appropriée de la rainure de cassure des copeaux en fonction des conditions de traitement spécifiques. Pour les matériaux de dureté inférieure, les fentes devraient être plus étroites, alors que les fentes devraient être plus larges.