Gdy podczas obróbki powstają ciągłe wióry taśmowe, nie tylko łatwo jest zadrapać powierzchnię obrabianego przedmiotu i uszkodzić ostrze, ale również zagrażają bezpieczeństwu operatora. Dlatego bardzo ważne jest podjęcie niezbędnych środków technologicznych w celu kontrolowania rodzaju opiłków i pękania wiórów w przemyśle obróbki mechanicznej.
Ponieważ wióry są produktem odkształcenia warstwy wiórów, zmieniające się warunki skrawania są skutecznym sposobem na zmianę rodzajów wiórów i uzyskanie pękania wiórów. Czynniki wpływające na warunki przetwarzania wiórów obejmują głównie materiały obrabiane, kąt geometrii narzędzia i zużycie wiórów.
Ogólne wióry muszą spełniać następujące podstawowe warunki:
1. wióry nie mogą być zaplątane na narzędziach tnących, przedmiotach obrabianych i przyległych narzędziach i sprzęcie.
2. opiłki nie powinny rozpryskiwać się, aby zapewnić bezpieczeństwo operatorów i obserwatorów.
3. Podczas wykańczania wióry nie mogą zarysować obrabianej powierzchni przedmiotu obrabianego, co wpływa na jakość obrabianej powierzchni.
4. Zagwarantuj ustaloną trwałość frezu i nie zużyj się przedwcześnie i spróbuj zapobiec jego uszkodzeniu.
5. Gdy opiłki wypływają, nie zakłócają wtrysku płynu tnącego; opiłki nie porysują prowadnicy maszyny ani innych części.

Klasyfikacja swarf shapes
Ze względu na różny stopień odkształcenia plastycznego, mogą być wytwarzane różne rodzaje wiórów, jak pokazano na rysunku 1. Podczas przetwarzania tworzyw sztucznych powstają głównie wióry taśmowe, wióry węzłowe lub ziarniste wióry. Przy przetwarzaniu kruchych materiałów powstają na ogół fragmentaryczne wióry.
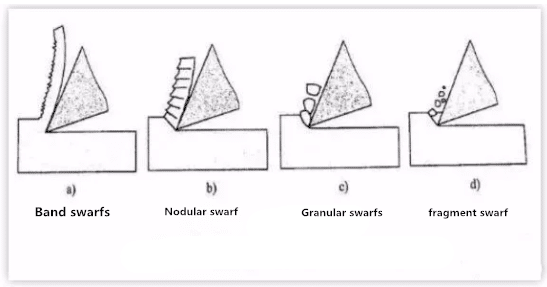
1. Opiłki opaski: Opiłki opaski są ciągłe, gładkie i puszyste, jak pokazano na rys. 1-1a. Takie wióry są łatwo wytwarzane, gdy plastikowe materiały metalowe są obrabiane większymi nożami do kątów natarcia przy wyższej prędkości cięcia. Jest produktem niedostatecznej deformacji warstwy tnącej. Gdy powstają wióry taśmowe, proces cięcia jest gładki, a chropowatość powierzchni przedmiotu obrabianego jest niewielka, ale wióry nie są łatwe do złamania, co często powoduje zwijanie, szorstkowanie obrabianego przedmiotu, a nawet wpływa na operację, więc problem łamania wiórów nie może być ignorowany.
2. Opiłki ziarniste: Opiłki sferoidalne to rodzaj opiłków o gładkim dnie, wyraźnych pęknięciach na grzbiecie i głębokich pęknięciach, jak pokazano na rys. 1-1b. Takie wióry są łatwo wytwarzane, gdy tworzywa sztuczne są obrabiane z mniejszą prędkością skrawania za pomocą narzędzia o zmniejszonym kącie natarcia. Jest produktem wystarczającej deformacji warstwy wiórów i osiągnęła stopień ścinania. Gdy powstają wióry sferoidalne, wióry działają niestabilnie, a chropowatość powierzchni przedmiotu obrabianego jest stosunkowo duża.
3. Wióry ziarniste: Wióry ziarniste są jednolitymi ziarnistymi wiórami, jak pokazano na rys. 1-1c. Przy użyciu małego narzędzia do kątowego zgrabiania do obróbki plastikowych materiałów metalowych przy bardzo niskiej prędkości skrawania, łatwo jest wytworzyć takie wióry. Jest to produkt w pełni odkształconej warstwy tnącej, który osiąga odporność na ścinanie materiału i powoduje, że wióry pękają wzdłuż grubości. Gdy powstają ziarniste wióry, praca cięcia nie jest stabilna, a chropowatość powierzchni przedmiotu obrabianego jest stosunkowo duża.
4. opiłki fragmentów: wióry fragmentów są nieregularnymi drobnoziarnistymi wiórami, jak pokazano na rys. 1-1d. Podczas cięcia kruchych materiałów opiłki powstałe w wyniku nagłego pęknięcia warstwy tnącej po odkształceniu elastycznym prawie nie przechodzą przez etap odkształcenia plastycznego. Gdy tworzą się kruche wióry, praca cięcia jest niestabilna, ostrze jest poddawane większej sile uderzenia, a obrabiana powierzchnia jest szorstka i nierówna.
Z powyższego widać, że rodzaje opiłków różnią się w zależności od materiałów obrabianych przedmiotów i warunków cięcia. Dlatego w procesie przetwarzania możemy ocenić, czy stan wiórów jest odpowiedni, czy nie, obserwując kształt wiórów. Możemy również zmienić kształt wiórów, przekształcając warunki cięcia, aby można je było przekształcić w kierunku korzystnym dla produkcji.
Zasada wióry breaking
W procesie cięcia metalu, czy wióry są łatwe do rozbicia, jest bezpośrednio związane z deformacją wiórów. Dlatego badanie zasady łamania wiórów musi rozpocząć się od badania prawa deformacji wiórów.
wióry powstałe w procesie cięcia będą miały wyższą twardość i mniejszą plastyczność i wiązkość dzięki stosunkowo dużemu odkształceniu plastycznemu. Zjawisko to nazywane jest hartowaniem na zimno. Po utwardzeniu na zimno, wióry stają się twarde i kruche, i są łatwe do zerwania pod wpływem zmiennych obciążeń zginających lub uderzeniowych. Im większe odkształcenie plastyczne opiłków, tym bardziej oczywiste są zjawiska twardości i kruchości, a im łatwiej jest się łamać. Podczas cięcia materiałów o wysokiej wytrzymałości, wysokiej plastyczności i wysokiej ciągliwości, które są trudne do rozbicia wiórów, powinniśmy spróbować zwiększyć deformację wiórów, aby zmniejszyć ich plastyczność i wytrzymałość, tak aby osiągnąć cel łamania wiórów.
deformację wiórów można podzielić na dwie części:
Pierwsza część powstaje w procesie cięcia, który nazywamy deformacją podstawową. Odkształcenie wiórów mierzone przez swobodne cięcie za pomocą płaskiego narzędzia do obracania powierzchni natarcia jest bliskie wartości podstawowego odkształcenia. Głównymi czynnikami wpływającymi na podstawowe odkształcenie są kąt natarcia narzędzia, ujemne fazowanie i prędkość cięcia. Im mniejszy jest kąt przedni, tym szersza jest faza ujemna i im mniejsza jest prędkość cięcia, tym większe jest odkształcenie wiórów i lepsze łamanie wiórów. Dlatego zmniejszenie kąta przedniego, poszerzenie ujemnej fazy i zmniejszenie prędkości cięcia może być wykorzystane jako środek wspomagający łamanie wiórów.
Druga część to deformacja wiórów w procesie przepływu i zwijania, które nazywamy dodatkową deformacją. Ponieważ w większości przypadków tylko podstawowe odkształcenie w procesie cięcia nie może spowodować pęknięcia wiórów, konieczne jest dodanie kolejnego dodatkowego odkształcenia, aby osiągnąć cel utwardzenia i zerwania. Najprostszym sposobem zmuszenia wiórów do poddania się dodatkowemu odkształceniu jest szlifowanie (lub dociskanie) pewnego kształtu rowka zrywającego wióry na powierzchni natarcia, aby zmusić wióry do zwijania się i odkształcania podczas przepływu do rowka niszczącego wióry. opiłki są dodatkowo hartowane i kruche po dodatkowym odkształceniu z karbikowaniem i łatwo ulegają uszkodzeniu, gdy zderzają się z obrabianym przedmiotem lub bokiem.
Metoda łamania wióróws
Podstawowym powodem pękania i ciągłości wiórów jest odkształcenie i naprężenie podczas formowania wiórów. Gdy wióry są w niestabilnym stanie odkształcenia lub naprężenie wiórów osiąga swoją granicę wytrzymałości, wióry pękają. Zwykle wióry pękają po zwijaniu.
Rozsądny wybór kąta geometrii narzędzia, parametrów skrawania i rowka łamiącego wióry są powszechnie stosowanymi metodami łamania wiórów.
1. Zmniejszenie kąta natarcia i zwiększenie głównego kąta odchylenia: kąt natarcia i główny kąt odchylenia są kątami geometrycznymi narzędzia, które mają duży wpływ na łamanie wiórów. Zmniejsz przedni róg, zwiększ deformację wiórów, łatwe łamanie wiórów. Ponieważ małe szlifowanie kąta natarcia zwiększa siłę skrawania i ogranicza poprawę parametrów skrawania, narzędzie będzie uszkodzone lub nawet „duszne”, gdy jest poważne. Zasadniczo łamanie wiórów odbywa się nie tylko poprzez zmniejszenie kąta natarcia. Zwiększenie głównego kąta odchylenia może zwiększyć grubość cięcia i ułatwić łamanie wiórów. Na przykład w tych samych warunkach nóż 90 stopni jest łatwiejszy do rozbicia wiórów niż nóż 45 stopni. Ponadto zwiększenie głównego kąta odchylenia jest korzystne dla zmniejszenia drgań podczas przetwarzania. Dlatego zwiększenie głównego kąta odchylenia jest skuteczną metodą łamania wiórów.
2. Zmniejszenie prędkości skrawania, zwiększenie posuwu i zmiana parametrów skrawania to kolejne metody łamania wiórów. Zwiększenie prędkości skrawania spowoduje, że dolny metal wiórów będzie miękki, a deformacja wiórów niewystarczająca, co nie sprzyja łamaniu wiórów; zmniejszenie prędkości skrawania doprowadzi do zerwania wiórów. Dlatego podczas toczenia wióry można łamać, zmniejszając prędkość wrzeciona i prędkość cięcia. Zwiększenie posuwu może zwiększyć grubość cięcia i ułatwia łamanie wiórów. Jest to powszechna metoda przerywania wiórów w przetwarzaniu, ale należy zauważyć, że wraz ze wzrostem posuwu, szorstkość powierzchni przedmiotu obrabianego znacznie wzrośnie.
3. Otworzyć rowek zrywający wióry: rowek zrywający wióry odnosi się do rowka wykonanego na powierzchni natarcia narzędzia. Kształt, szerokość i ukośny kąt rowka powodującego łamanie wiórów są czynnikami wpływającymi na łamanie wiórów.
1) Kształt rowka łamającego wióry
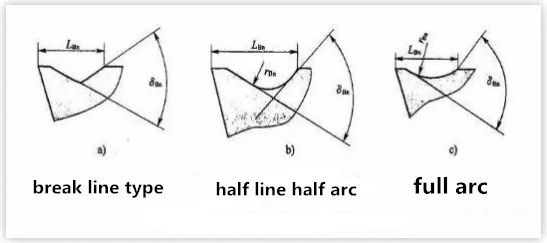
Powszechnie stosowane rowki do łamania wiórów to trzy rowki, tj. Linia zagięta, linia prosta i łuk kołowy oraz łuk koła pełnego, jak pokazano na rysunku 2.
Podczas cięcia stali węglowej, stali stopowej i stali narzędziowej można wybrać linię zagiętą, łuk prosty i rowek łamiący wióry; przy cięciu obrabianego przedmiotu z tworzywa sztucznego, takiego jak czysta miedź, przedmiot ze stali nierdzewnej, można wybrać pełny rowek do łamania wiórów w kształcie łuku koła.
2) Szerokość rowka łamającego wióry
Szerokość rowka niszczącego wióry ma duży wpływ na łamanie wiórów. Ogólnie rzecz biorąc, im mniejsza jest szerokość rowka, tym mniejszy jest promień zwijania wiórów, tym większe jest naprężenie zginające wiórów i tym łatwiej je łamać. Dlatego mniejsza szerokość rowka powodującego łamanie wiórów jest korzystna dla łamania wiórów. Ale szerokość rowka łamającego wióry musi być brana pod uwagę w związku z głębokością cięcia_p paszy.
Wióry w kształcie litery C mogą powstać, jeśli szerokość rowka i prędkość podawania wiórów są zasadniczo odpowiednie. Jeśli rowek zwijający wióry jest zbyt wąski, łatwo jest spowodować blokowanie wiórów, co zwiększa obciążenie narzędzia tokarskiego, a nawet uszkadza krawędź tnącą; jeśli rowek zwijający wióry jest zbyt szeroki i promień skręcenia cięcia jest zbyt duży, odkształcenie skrawające nie jest wystarczające i nie jest łatwe do zerwania i często nie przepływa przez dno rowka, tworząc ciągłe wióry taśmy.
Szerokość rowka wiórów powinna być również odpowiednia do głębokości cięcia. W przeciwnym razie, gdy rowek jest zbyt wąski, okaże się, że szerokość wiórów nie jest łatwa do zwijania w rowku, a wióry nie będą przepływać przez dno rowka, aby utworzyć pasmowe wióry. Gdy rowek jest zbyt szeroki, wióry stają się wąskie, przepływ jest bardziej wolny, odkształcenie jest niewystarczające i nie pęka.
Aby uzyskać zadowalający efekt łamania wiórów, należy wybrać odpowiednią szerokość rowka niszczącego wióry w zależności od specyficznych warunków przetwarzania. W przypadku materiałów o niższej twardości szczeliny powinny być węższe, natomiast szczeliny powinny być szersze.