ਜਦੋਂ ਨਿਰੰਤਰ ਸਟ੍ਰਿਪ ਸੂਰਾਂ ਨੂੰ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਚ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਹ ਸਿਰਫ ਕੰਮ ਵਾਲੀ ਪੁਜ਼ੀਸ਼ਨ ਦੀ ਸਤਹ ਨੂੰ ਖੁਰਲੀ ਨਹੀਂ ਕਰਨਾ ਅਤੇ ਬਲੇਡ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣਾ ਆਸਾਨ ਨਹੀਂ ਹੈ, ਪਰ ਆਪਰੇਟਰ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਖਤਰਾ ਵੀ ਹੈ. ਇਸ ਲਈ, ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਉਦਯੋਗ ਵਿੱਚ swarf ਕਿਸਮ ਅਤੇ swarf breakage ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਲੋੜੀਂਦੇ ਤਕਨੀਕੀ ਉਪਾਅ ਕਰਨੇ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹਨ.
ਕਿਉਂਕਿ swarfs swarf layer deformation ਦਾ ਉਤਪਾਦ ਹੁੰਦਾ ਹੈ, ਕੱਟਣ ਦੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਬਦਲਣਾ ਸਵਅਰਫਸ ਦੀਆਂ ਕਿਸਮਾਂ ਨੂੰ ਬਦਲਣ ਅਤੇ ਹਵਾਰਫ ਨੂੰ ਤੋੜਨ ਲਈ ਇੱਕ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਤਰੀਕਾ ਹੈ. ਸਵੈਪ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਕਾਰਕ ਮੁੱਖ ਤੌਰ ਤੇ ਵਰਕਪੀਸ ਸਮੱਗਰੀ, ਟੂਲ ਜਿਓਮੈਟਰੀ ਐਂਗਲ ਅਤੇ ਹਾਰਡ ਫੌਪ ਖਪਤ ਸ਼ਾਮਿਲ ਹਨ.
ਜਨਰਲ swarfs ਹੇਠ ਦਿੱਤੀ ਬੁਨਿਆਦੀ ਹਾਲਾਤ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦੀ ਲੋੜ ਹੈ:
1. ਸਵਾਰਫ ਨੂੰ ਕੱਟਣ ਵਾਲੇ ਸੰਦ, ਵਰਕਪੇਸ ਅਤੇ ਉਨ੍ਹਾਂ ਦੇ ਨਾਲ ਲੱਗਦੇ ਸਾਜ਼-ਸਾਮਾਨ ਅਤੇ ਸਾਜ਼-ਸਮਾਨ ਤੇ ਉਲਝਿਆ ਨਹੀਂ ਜਾਣਾ ਚਾਹੀਦਾ.
2. ਆਪਰੇਟਰਾਂ ਅਤੇ ਨਿਰੀਖਕਾਂ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਸੁਨਿਸ਼ਚਿਤ ਕਰਨ ਲਈ ਸਵਅਰਫਜ਼ ਨੂੰ ਸਪਲੈਸ ਨਹੀਂ ਕਰਨਾ ਚਾਹੀਦਾ.
3. ਜਦੋਂ ਖ਼ਤਮ ਹੁੰਦਾ ਹੈ, swarfs ਵਰਕਸਪੇਸ ਦੇ ਮਸ਼ੀਨ ਵਾਲੀ ਸਤ੍ਹਾ ਨੂੰ ਖੁਰਲੀ ਨਹੀਂ ਕਰ ਸਕਦਾ, ਜੋ ਮਸ਼ੀਨ ਵਾਲੀ ਸਫਰੀ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ.
4. ਕਟਰ ਦੀ ਪ੍ਰੀ-ਸੈੱਟ ਟਿਕਾਊਤਾ ਦੀ ਗਾਰੰਟੀ ਦੇਵੋ, ਅਤੇ ਸਮੇਂ ਤੋਂ ਪਹਿਲਾਂ ਨਾ ਪਾਓ ਅਤੇ ਇਸਦੇ ਨੁਕਸਾਨ ਨੂੰ ਰੋਕਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ.
5. ਜਦੋਂ ਸਵੈਪ ਬਾਹਰ ਵਗਦਾ ਹੈ, ਇਹ ਤਰਲ ਕੱਟਣ ਦੇ ਟੀਕੇ ਵਿਚ ਦਖ਼ਲ ਨਹੀਂ ਦਿੰਦਾ; swarf ਮਸ਼ੀਨ ਗਾਈਡ ਜਾਂ ਦੂਜੇ ਭਾਗਾਂ ਨੂੰ ਖੁਰਲੀ ਨਹੀਂ ਕਰੇਗਾ.

ਦਾ ਵਰਗੀਕਰਣ sਵਾਰਫ sਹਾਪੇਸ
ਪਲਾਸਟਿਕ ਵਿਕਾਰ ਦੀ ਵੱਖ ਵੱਖ ਡਿਗਰੀ ਕਾਰਣ, ਵੱਖ ਵੱਖ ਕਿਸਮ ਦੇ ਸਵੈਪ ਪੈਦਾ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1 ਵਿੱਚ ਦਰਸਾਇਆ ਗਿਆ ਹੈ. ਜਦੋਂ ਪਲਾਸਿਟਕ ਸਾਮੱਗਰੀ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਜਾ ਰਹੀ ਹੈ, ਬੈਂਡ swarfs, ਨੋਡਲ ਸਵਾਰਫ ਜ ਤਿੱਖੇ swarfs ਮੁੱਖ ਰੂਪ ਵਿੱਚ ਬਣਾਈ ਹਨ. ਭੁਰਭੁਰਾ ਭੰਡਾਰਾਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਦੇ ਸਮੇਂ, ਫਰੈਗਮੈਂਟਰੀ ਸਵੈਪ ਆਮ ਤੌਰ ਤੇ ਬਣਦੇ ਹਨ.
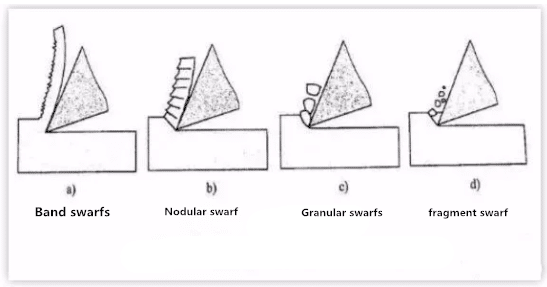
1. ਬੈਂਡ Swarfs: ਬੈਡ swarfs ਲਗਾਤਾਰ, ਨਿਰਵਿਘਨ ਥੱਲੇ ਅਤੇ fluffy ਵਾਪਸ ਹਨ, ਦੇ ਤੌਰ ਤੇ ਚਿੱਤਰ ਨੂੰ 1-1a ਵਿੱਚ ਵੇਖਾਇਆ ਗਿਆ ਹੈ. ਅਜਿਹੇ ਸਵਾਰਫ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਪਲਾਸਟਿਕ ਦੀ ਮੈਟਲ ਸਾਮੱਗਰੀ ਵੱਡੇ ਕਤਲੇ ਵਾਲੇ ਕਣਾਂ ਦੇ ਨਾਲ ਵੱਡੇ ਰੈਕ ਐਂਗਲ ਕਿਨਟਰਾਂ ਨਾਲ ਤਿਆਰ ਹੁੰਦੀ ਹੈ. ਇਹ ਕੱਟਣ ਦੀ ਪਰਤ ਦੇ ਅਪੂਰਨ ਵਿਕਾਰ ਦਾ ਉਤਪਾਦ ਹੈ. ਜਦੋਂ ਸਟ੍ਰੈਪ ਸਵਰਾਜ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਤਾਂ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨਿਰਵਿਘਨ ਹੁੰਦੀ ਹੈ ਅਤੇ ਵਰਕਪੇਸ ਦੀ ਸਤਹ ਵਾਲੀ ਸੁੰਘੜਤਾ ਛੋਟੀ ਹੁੰਦੀ ਹੈ ਪਰੰਤੂ ਸਵੈ-ਬਰੇਕ ਤੋੜਨ ਲਈ ਸੌਖਾ ਨਹੀਂ ਹੁੰਦਾ, ਜੋ ਅਕਸਰ ਘੁੰਮਦਾ ਰਹਿੰਦਾ ਹੈ, ਵਰਕਪੇਸ ਨੂੰ ਕੱਟਦਾ ਹੈ ਅਤੇ ਇਹ ਵੀ ਓਪਰੇਸ਼ਨ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ, ਇਸ ਲਈ swarf breaking problem ਨੂੰ ਅਣਡਿੱਠਾ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ.
2. ਨੋਡਕੁਲਰ ਸਵਰਾਜ: ਨੋਡਲਰ ਸਵਫ ਇਕ ਕਿਸਮ ਦਾ ਹਵਾ ਹੈ, ਜਿਸਦੇ ਹੇਠ ਲਿਖੇ ਹੋਏ ਹਨ, ਬੈਕਟੀ ਅਤੇ ਡੂੰਘੀਆਂ ਤਰੇੜਾਂ ਤੇ ਸਪੱਸ਼ਟ ਤਰੇੜਾਂ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1-1b ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. ਅਜਿਹੇ ਹਵਾਰਫ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਪਲਾਸਟਿਕ ਦੀਆਂ ਸਮੱਰਥਾਂ ਨੂੰ ਘਟੀ ਹੋਈ ਰੇਕ ਐਂਗਲ ਦੇ ਨਾਲ ਇੱਕ ਸਾਧਨ ਦੇ ਨਾਲ ਘੱਟ ਕਤਲੇ ਦੀ ਗਤੀ ਤੇ ਮਸ਼ੀਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਇਹ swarf ਲੇਅਰ ਦੀ ਕਾਫੀ ਵਿਕਾਰ ਦਾ ਉਤਪਾਦ ਹੈ ਅਤੇ ਸ਼ੀਅਰ ਦੀ ਡਿਗਰੀ ਤੱਕ ਪਹੁੰਚ ਗਈ ਹੈ ਜਦੋਂ ਨਮੂਦਾਰ swarfs ਪੈਦਾ ਕਰ ਰਹੇ ਹੋ, Swarfs unsteadily ਕੰਮ ਕਰਦੇ ਹਨ ਅਤੇ workpiece ਦੀ ਸਤਹ ਘਟੀਆ ਮੁਕਾਬਲਤਨ ਵੱਡੇ ਹੈ.
3. ਗਰੇਣਾਚਾਰੀ ਸੂਰਾਂ: ਦਿਮਾਗੀ ਸਫੈਦ ਇਕਸਾਰ ਤਿੱਖੇ ਸਵਰੂਪ ਹਨ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1-1c ਵਿਚ ਦਰਸਾਇਆ ਗਿਆ ਹੈ. ਛੋਟੇ ਰੈਕ ਐਂਗਲ ਟੂਲ ਨੂੰ ਪਲਾਸਟਿਕ ਦੀ ਮੈਟਲ ਸਾਮੱਗਰੀ ਤੇ ਬਹੁਤ ਘੱਟ ਕਟੌਤੀ ਦੀ ਗਤੀ ਤੇ ਪ੍ਰਯੋਗ ਕਰਨ ਵੇਲੇ, ਇਹੋ ਜਿਹੇ ਸਵਾਰਫ ਪੈਦਾ ਕਰਨਾ ਆਸਾਨ ਹੈ. ਇਹ ਪੂਰੀ ਤਰ੍ਹਾਂ ਵਿਕਾਰੀ ਕਤਲੇਆ ਪਰਤ ਦਾ ਉਤਪਾਦ ਹੈ, ਜੋ ਕਿ ਸਮੱਗਰੀ ਦੀ ਕਸਾਈ ਅਸਫਲਤਾ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ ਅਤੇ ਮੋਟਾਈ ਦੇ ਨਾਲ Swarfs ਨੂੰ ਤੋੜ ਦਿੰਦਾ ਹੈ. ਜਦੋਂ ਸੁਗੰਧਤ ਤੱਤੇ ਆਉਂਦੇ ਹਨ, ਕਟਿੰਗ ਦਾ ਕੰਮ ਸਥਿਰ ਨਹੀਂ ਹੁੰਦਾ ਅਤੇ ਵਰਕਪੇਸ ਦੀ ਸਫਾਈ ਦਾ ਭਾਰ ਬਹੁਤ ਵੱਡਾ ਹੁੰਦਾ ਹੈ.
4. ਫਰੈਗਮੈਂਟ ਆਵਾਜਾਈ: ਫਰੈਗਮੈਂਟ ਦੇ ਝੁੰਡ ਅਨਿਯਮਿਤ ਫਾਈਨ-ਗਰੇਨਡ Swarfs ਹਨ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1-1 ਡੀ ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ. ਭੁਰਭੁਰਾ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਦੇ ਸਮੇਂ, ਲਚਕੀਲੇ ਵਿਕਾਰ ਦੇ ਬਾਅਦ ਅਚਾਨਕ ਤਾਰ ਦੀ ਅਚਾਨਕ ਤੜਕੇ ਬਣਾਈ ਗਈ ਹਵਾ ਨੂੰ ਮੁਸ਼ਕਿਲ ਰੂਪ ਵਿੱਚ ਪਲਾਸਟਿਕ ਵਿਕਾਰਤਾ ਅਵਸਥਾ ਵਿੱਚੋਂ ਲੰਘਦਾ ਹੈ. ਸਵਾਰਾਂ ਨੂੰ ਕੁਚਲਣ ਵੇਲੇ, ਕੱਟਣ ਦਾ ਕੰਮ ਅਸਥਿਰ ਹੁੰਦਾ ਹੈ, ਬਲੇਡ ਨੂੰ ਬਹੁਤ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਤਾਕਤਾਂ ਦੇ ਅਧੀਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਮਸ਼ੀਨ ਵਾਲੀ ਸਤਹ ਖਰੜਾ ਅਤੇ ਅਸਮਾਨ ਹੁੰਦੀ ਹੈ.
ਇਹ ਉਪਰੋਕਤ ਤੋਂ ਵੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਸਪਰੈਡ ਦੀਆਂ ਕਿਸਮਾਂ ਵਰਕਪੇਸ ਸਮੱਗਰੀ ਅਤੇ ਕੱਟਣ ਦੀਆਂ ਹਾਲਤਾਂ ਨਾਲ ਬਦਲਦੀਆਂ ਹਨ ਇਸ ਲਈ, ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿਚ, ਅਸੀਂ ਨਿਰਣਾ ਕਰ ਸਕਦੇ ਹਾਂ ਕਿ swarf condition ਸਹੀ ਹੈ ਜਾਂ ਨਹੀਂ, ਜਾਂ ਨਹੀਂ ਤਾਂ swarf shape ਦੇਖ ਕੇ. ਅਸੀਂ ਕੱਟਣ ਵਾਲੀ ਸਥਿਤੀ ਨੂੰ ਬਦਲ ਕੇ ਵੀਅਰਫ ਆਕਾਰ ਨੂੰ ਬਦਲ ਸਕਦੇ ਹਾਂ, ਤਾਂ ਕਿ ਇਹ ਦਿਸ਼ਾ ਵੱਲ ਲਾਭਦਾਇਕ ਸਿੱਧ ਹੋ ਸਕੇ.
ਦੇ ਸਿਧਾਂਤ swarf breaking
ਮੈਟਲ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਭਾਵੇਂ swarfs ਨੂੰ ਤੋੜਨਾ ਆਸਾਨ ਹੋਵੇ, ਸਿੱਧੇ ਰੂਪ ਵਿੱਚ swarf deformation ਨਾਲ ਸੰਬੰਧਿਤ ਹੈ. ਇਸ ਲਈ, Swarf ਟੁੱਟਣ ਦੇ ਸਿਧਾਂਤ ਦਾ ਅਧਿਐਨ ਲਾਜ਼ਮੀ ਕਾਨੂੰਨ ਦੇ ਅਧਿਐਨ ਨਾਲ ਸ਼ੁਰੂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
ਕੱਟੇ ਜਾਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਬਣਾਈ ਗਈ ਸਵੈ-ਐੱਫ ਐੱਫ. ਵੱਡੇ ਪਲਾਸਟਿਕ ਵਿਕਾਰ ਦੇ ਕਾਰਨ ਵੱਧ ਕਠੋਰਤਾ ਅਤੇ ਨਿਚਲੇ ਪਲਾਸਟਿਸਟੀ ਅਤੇ ਬੇਰਹਿਮੀ ਹੋਵੇਗੀ. ਇਸ ਵਰਤਾਰੇ ਨੂੰ ਠੰਡੇ ਹਾਰਡਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਠੰਡੇ ਨੂੰ ਸਖਤ ਕਰਨ ਦੇ ਬਾਅਦ, swarfs ਹਾਰਡ ਅਤੇ ਭ੍ਰਸ਼ਟ ਬਣ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਬਰੇਕਿੰਗ ਜਾਂ ਪ੍ਰਭਾਵ ਲੋਡ ਹੋਣ ਦੇ ਸਮੇਂ ਜਦੋਂ ਤੋੜਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ. ਪਲਾਸਟਿਕ ਦੀ ਵਿਭਾਜਨ ਦੇ ਵੱਡੇ ਰੂਪ ਵਿੱਚ swarf ਲੰਘਦਾ ਹੈ, ਵਧੇਰੇ ਸਪੱਸ਼ਟ ਹੈ ਕਿ ਸਖਤ ਅਤੇ ਭੱਦੇਪਣ ਦੀ ਘਟਨਾ ਹੈ, ਅਤੇ ਇਸ ਨੂੰ ਤੋੜਨ ਲਈ ਸੌਖਾ ਹੁੰਦਾ ਹੈ. ਜਦੋਂ ਉੱਚ ਤਾਕਤਾਂ, ਉੱਚ ਪਲਾਸਟਿਟੀ ਅਤੇ ਉੱਚ ਪੱਧਰਾਂ ਨਾਲ ਕੱਟਣ ਵਾਲੀ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣਾ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ ਜੋ ਸਵਾਰਫ ਨੂੰ ਤੋੜਨਾ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਸਾਨੂੰ ਸਵੈਪ ਨੂੰ ਵਿਗਾੜ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ ਤਾਂ ਜੋ ਉਹ ਆਪਣੇ ਨਿਚੋਲੇ ਅਤੇ ਬੇਰਹਿਮੀ ਨੂੰ ਘਟਾ ਸਕਣ, ਜਿਵੇਂ ਕਿ ਸਵੈਪ ਨੂੰ ਤੋੜਨ ਦੇ ਮਕਸਦ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ.
swarf deformation ਦੋ ਹਿੱਸਿਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ:
ਪਹਿਲੇ ਭਾਗ ਨੂੰ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਬਣਾਇਆ ਗਿਆ ਹੈ, ਜਿਸ ਨੂੰ ਅਸੀਂ ਬੁਨਿਆਦੀ ਵਿਕਾਰ ਕਹਿੰਦੇ ਹਾਂ. ਫਲੈਪ ਰਕੇ ਚਿਹਰੇ ਨੂੰ ਬਦਲਣ ਦੇ ਸੰਦ ਨਾਲ ਮੁਕਤ ਕੱਟੇ ਹੋਏ swarf ਵਿਵਹਾਰ ਮੂਲ ਬੁਨਿਆਦੀਤਾ ਦੇ ਮੁੱਲ ਦੇ ਨੇੜੇ ਹੈ. ਬੁਨਿਆਦੀ ਵਿਕਾਰਾਂ ਦੀ ਪ੍ਰਭਾਵ ਪਾਉਣ ਵਾਲੇ ਮੁੱਖ ਕਾਰਕ ਹਨ ਟੂਲ ਰੈਕ ਐਂਗਲ, ਨੈਗੇਟਿਵ ਚੈਂਫਰੇਟਿੰਗ ਅਤੇ ਕਟਿੰਗ ਸਪੀਡ. ਫਰੰਟ ਕੋਨ ਛੋਟਾ, ਨੈਗੇਟਿਵ ਚੈਂਬਰ ਜ਼ਿਆਦਾ ਚੌੜਾ ਅਤੇ ਕਟਾਈ ਦੀ ਗਤੀ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ, ਵੱਡੀ swarf deformation ਅਤੇ ਬਿਹਤਰ swarf ਨੂੰ ਤੋੜਨਾ. ਇਸ ਲਈ, ਫਰੰਟ ਐਂਗਲ ਨੂੰ ਘਟਾਉਣਾ, ਨੈਗੇਟਿਵ ਚੈਂਬਰ ਨੂੰ ਚੌੜਾ ਕਰਨਾ ਅਤੇ ਕੱਟਣ ਦੀ ਗਤੀ ਨੂੰ ਘਟਾਉਣ ਲਈ ਸਵੈਪ ਨੂੰ ਤੋੜਨਾ ਵਧਾਉਣ ਲਈ ਉਪਾਅ ਦੇ ਤੌਰ ਤੇ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਦੂਜਾ ਭਾਗ ਵਹਾਅ ਅਤੇ ਕਰਲਿੰਗ ਦੇ ਪ੍ਰਕ੍ਰਿਆ ਵਿੱਚ ਸਵਰਾਜ ਦੀ ਵਿਕਰੂਪ ਹੈ, ਜਿਸ ਨੂੰ ਅਸੀਂ ਵਾਧੂ ਵਿਕਾਰਤਾ ਕਹਿੰਦੇ ਹਾਂ. ਕਿਉਂਕਿ ਜ਼ਿਆਦਾਤਰ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਸਿਰਫ ਬੁਨਿਆਦੀ ਵਿਵਹਾਰ ਸੁੱਰਫ ਬ੍ਰੇਕ ਨਹੀਂ ਬਣਾ ਸਕਦਾ, ਇਸ ਲਈ ਸਖਤ ਅਤੇ ਤੋੜ-ਮਰੋੜ ਦੇ ਮਕਸਦ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇੱਕ ਹੋਰ ਵਾਧੂ ਵਿਕਾਰ ਜੋੜਨਾ ਜ਼ਰੂਰੀ ਹੈ. Swarfs ਨੂੰ ਵਾਧੂ ਵਿਕਾਰ ਵਿੱਢਣ ਲਈ ਮਜਬੂਰ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਸੌਖਾ ਢੰਗ ਹੈ ਰੈਂਕੇ ਦੇ ਝਟਕੇ ਨੂੰ ਇੱਕ ਹਵਾ ਦੇ ਝਰਨੇ ਨੂੰ ਤੋੜਨ ਲਈ ਸਵਾਰਫ ਨੂੰ ਤੋੜਨ ਲਈ ਮਜਬੂਰ ਕਰਨ ਲਈ ਸਵਾਰਫ ਨੂੰ ਘੁਮਾਉਣ ਲਈ ਵਰਤੇ ਜਾਣ ਦੀ ਪ੍ਰਭਾਵੀ ਰੂਪ (ਜਾਂ ਦਬਾਓ) ਹੋਰ ਮੁੜ ਕ੍ਰੀਪਿੰਗ ਵਿਵਹਾਰ ਦੇ ਬਾਅਦ swarfs ਹੋਰ ਕਠੋਰ ਅਤੇ embrittled ਹਨ, ਅਤੇ ਉਹ ਆਸਾਨੀ ਨਾਲ ਟੁੱਟ ਗਏ ਹਨ ਜਦੋਂ ਉਹ ਵਰਕਸਪੇਸ ਜਾਂ ਫਲੇਕ ਨਾਲ ਟਕਰਾਉਂਦੇ ਹਨ.
ਸਵੈਪ ਤੋੜਨ ਦਾ ਤਰੀਕਾs
Swarf breakage ਅਤੇ continuity ਦਾ ਬੁਨਿਆਦੀ ਕਾਰਨ swarf ਬਣਾਉਣ ਸਮੇਂ ਵਿਭਿੰਨਤਾ ਅਤੇ ਤਨਾਅ ਵਿੱਚ ਹੈ. ਜਦੋਂ swarf ਇੱਕ ਅਸਥਿਰ ਵਿਪਰੀਤ ਰਾਜ ਵਿੱਚ ਹੁੰਦਾ ਹੈ ਜਾਂ swarf ਦਾ ਤਣਾਅ ਉਸਦੀ ਤਾਕਤ ਦੀ ਹੱਦ ਤੱਕ ਪਹੁੰਚਦਾ ਹੈ, swarf ਭੰਗ ਹੋ ਜਾਵੇਗਾ ਆਮ ਤੌਰ 'ਤੇ, ਕਰੈਗ ਕਰਨ ਤੋਂ ਬਾਅਦ ਸਵਰਾਜ ਭੰਗ ਹੋ ਜਾਂਦੀ ਹੈ.
ਟੂਲ ਜਿਉਮੈਟਰੀ ਐਂਗਲ ਦੀ ਵਾਜਬ ਚੋਣ, ਪੈਰਾਮੀਟਰਾਂ ਨੂੰ ਕੱਟਣਾ ਅਤੇ ਹਵਾਰਫ ਬ੍ਰੇਕਿੰਗ ਘੋਲ ਨੂੰ ਆਮ ਤੌਰ ਤੇ swarf ਤੋੜਨ ਦੇ ਤਰੀਕੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ.
1. ਰੈਕ ਐਂਗਲ ਨੂੰ ਘਟਾਉਣਾ ਅਤੇ ਪ੍ਰਿੰਸੀਪਲ ਡੈਡੀਏਸ਼ਨ ਐਂਗਲ ਨੂੰ ਵਧਾਉਣਾ: ਰੈਕ ਐਂਗਲ ਅਤੇ ਪ੍ਰਿੰਸੀਪਲ ਡੈਵਏਸ਼ਨ ਐਂਗਲ ਅਜਿਹੇ ਸੰਦ ਦੇ ਜੋਮੈਟਰਿਕ ਕੋਣ ਹਨ, ਜੋ ਕਿ ਸਵੈਪ ਨੂੰ ਤੋੜਨ ਤੇ ਬਹੁਤ ਪ੍ਰਭਾਵ ਪਾਉਂਦੇ ਹਨ. ਮੂਹਰਲੇ ਕੋਨੇ ਨੂੰ ਘਟਾਓ, ਸਵੈਪ ਵਿਕਾਰ ਵਧਾਓ, ਆਸਾਨੀ ਨਾਲ ਹੁੱਣ ਤੋੜਨਾ ਕਿਉਂਕਿ ਛੋਟੇ ਰੈਕ ਐਂਗਲ ਪੀਹਣ ਨਾਲ ਕੱਟਣ ਦੀ ਤਾਕਤ ਵਧਦੀ ਹੈ ਅਤੇ ਕਟੌਤੀ ਪੈਰਾਮੀਟਰਾਂ ਦੇ ਸੁਧਾਰ ਨੂੰ ਸੀਮਿਤ ਕਰਦੀ ਹੈ, ਇਸ ਲਈ ਸੰਦ ਗੰਭੀਰ ਹੋਣ ਜਾਂ "ਗੰਭੀਰ" ਹੋਣ ਵੇਲੇ ਵੀ ਖਰਾਬ ਹੋ ਜਾਏਗੀ. ਆਮ ਤੌਰ 'ਤੇ, ਝੁੰਡ ਤੋੜਨ ਨਾਲ ਨਾ ਸਿਰਫ ਰੈਕ ਐਂਗਲ ਨੂੰ ਘਟਾ ਕੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਮੁੱਖ ਵਿਵਹਾਰ ਕੋਣ ਨੂੰ ਵਧਾਉਣ ਨਾਲ ਸਖਤ ਮੋਟਾਈ ਅਤੇ ਅਸਾਨ ਬੰਨ੍ਹ ਤੋੜਨਾ ਵਧ ਸਕਦਾ ਹੈ. ਉਦਾਹਰਨ ਲਈ, ਉਸੇ ਸ਼ਰਤਾਂ ਅਧੀਨ, 90 ਡਿਗਰੀ ਚਾਕੂ 45 ਡਿਗਰੀ ਚਾਕੂ ਨਾਲੋਂ ਸਫਰ ਨੂੰ ਤੋੜਨ ਲਈ ਆਸਾਨ ਹੈ. ਇਸਦੇ ਇਲਾਵਾ, ਪ੍ਰਾਸੈਸਿੰਗ ਵਿੱਚ ਵਾਈਬ੍ਰੇਨ ਨੂੰ ਘਟਾਉਣ ਲਈ ਮੁੱਖ ਉਪਬਧ ਐਂਗਲ ਨੂੰ ਵਧਾਉਣਾ ਫਾਇਦੇਮੰਦ ਹੈ. ਇਸ ਲਈ, ਮੁੱਖ ਘਾਟਣ ਕੋਣ ਨੂੰ ਵਧਾਉਣਾ ਇੱਕ ਪ੍ਰਭਾਵੀ ਸਵੈਪ ਬ੍ਰੇਕਿੰਗ ਵਿਧੀ ਹੈ.
2. ਕੱਟਣ ਦੀ ਤੇਜ਼ ਰਫਤਾਰ ਨੂੰ ਵਧਾਉਣਾ, ਫੀਡ ਵਧਾਉਣਾ ਅਤੇ ਕੱਟਣ ਦੇ ਪੈਮਾਨੇ ਨੂੰ ਬਦਲਣਾ ਹਵਾ ਦੇ ਟੁੱਟਣ ਲਈ ਇਕ ਹੋਰ ਉਪਾਅ ਹੈ. ਕਟਾਈ ਦੀ ਗਤੀ ਵਧਾਉਣ ਨਾਲ ਹਾਰਡਫ਼ ਨਰਮ ਦੇ ਹੇਠਲਾ ਧਾਤ ਅਤੇ ਸਵੈਪ ਵਿਲੋਪ ਦੀ ਘਾਟ ਘੱਟ ਹੋ ਜਾਵੇਗੀ, ਜੋ ਕਿ ਹਵਾ ਦੇ ਟੁੱਟਣ ਲਈ ਢੁਕਵਾਂ ਨਹੀਂ ਹੈ; ਕਟਾਈ ਦੀ ਗਤੀ ਨੂੰ ਘਟਾਉਣ ਨਾਲ ਹਵਾਰਫ ਨੂੰ ਤੋੜਨਾ ਹੋਵੇਗਾ. ਇਸ ਲਈ, ਬਦਲੇ ਵਿੱਚ, ਸਪਿੰਡਲ ਦੀ ਸਪੀਡ ਅਤੇ ਕਟਾਈ ਦੀ ਸਪੀਡ ਨੂੰ ਘਟਾ ਕੇ ਸਵੈਅਰਫ਼ ਨੂੰ ਤੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਵਧਦੀ ਹੋਈ ਫੀਡ ਕੱਟਣ ਵਾਲੀ ਮੋਟਾਈ ਅਤੇ ਅਸਾਨ ਬੰਨ੍ਹ ਤੋੜਦੀ ਹੈ. ਇਹ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਚ ਇਕ ਆਮ ਸਵੈਪ ਦੀ ਤੋੜ ਤਰੀਕਾ ਹੈ, ਪਰ ਇਹ ਧਿਆਨ ਵਿਚ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਫੀਡ ਦੇ ਵਾਧੇ ਨਾਲ, ਵਰਕਸਪੇਸ ਦੀ ਸਤਹ ਦੀ ਸੁੰਨ ਹੋਣ ਨਾਲ ਕਾਫ਼ੀ ਵਾਧਾ ਹੋ ਜਾਵੇਗਾ.
3. ਓਪਨ swarf ਤੋੜਨ ਦੇ ਖੱਡੇ: swarf ਤੋੜਨ ਦੇ ਖੱਪਾ ਸੰਦ ਦੇ ਦੰਦ ਦੇ ਚਿਹਰੇ 'ਤੇ ਕੀਤੀ ਝੁਕਣਾ ਦਾ ਹਵਾਲਾ ਦਿੰਦਾ ਹੈ. Swarf ਤੋੜਨ ਵਾਲੀ ਝੀੜੀ ਦਾ ਆਕਾਰ, ਚੌੜਾਈ ਅਤੇ ਤਿਰਛੀ ਕੋਣ ਸਾਰੇ ਤੱਤ swarf breaking ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੇ ਹਨ.
1) swarf ਤੋੜਣ ਦੇ ਖੰਭ ਦਾ ਰੂਪ
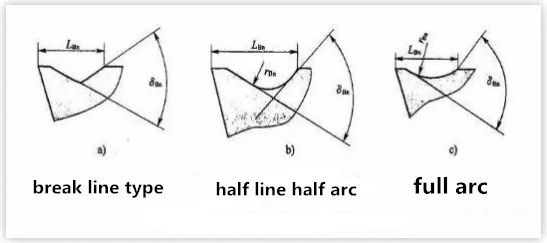
ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਣ ਵਾਲੇ swarf ਤੋੜੇ ਦੇ grooves ਤਿੰਨ grooves, ਭਾਵ ਸੰਗ੍ਰਹਿਤ ਲਾਈਨ, ਸਿੱਧੀ ਲਾਈਨ ਅਤੇ ਸਰਕੂਲਰ ਚਾਪ, ਅਤੇ ਪੂਰੇ ਸਰਕਲ ਕੱਦ, ਚਿੱਤਰ 2 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ.
ਕਾਰਬਨ ਸਟੀਲ ਕੱਟਣ ਵੇਲੇ, ਅਲਾਇਣ ਸਟੀਲ ਅਤੇ ਟੂਲ ਦਾ ਸਟੀਲ, ਜੁੜੀ ਹੋਈ ਸਤਰ, ਸਿੱਧੀ ਲਾਈਨ ਚਾਪ ਅਤੇ ਹਵਾ ਦਾ ਰੁੱਖ ਟੁੱਟਣਾ ਚੁਣਿਆ ਜਾ ਸਕਦਾ ਹੈ; ਜਦੋਂ ਹਾਈ ਪਲਾਸਟਿਕ ਸਮਗਰੀ ਦੇ ਵਰਕਸਪੇਸ ਨੂੰ ਕੱਟਣਾ, ਜਿਵੇਂ ਕਿ ਸ਼ੁੱਧ ਤੌਹ ਪਿੱਤਲ, ਸਟੀਲ ਸਟੀਲ ਵਰਕਸ, ਪੂਰੇ ਚੱਕਰ ਦੇ ਚੁੰਝ ਨਾਲ ਝੰਡੇ ਤੋੜਦੇ ਗ੍ਰੁੱਵ ਨੂੰ ਚੁਣਿਆ ਜਾ ਸਕਦਾ ਹੈ.
2) ਹਵਾਰੀਆਂ ਨੂੰ ਤੋੜਦੇ ਹੋਏ ਝਰਨੇ ਦੀ ਚੌੜਾਈ
Swarf ਤੋੜਨ ਦੇ ਖੱਡੇ ਦੀ ਚੌੜਾਈ ਨੂੰ swarf breaking ਤੇ ਇੱਕ ਵੱਡਾ ਪ੍ਰਭਾਵ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ, ਛੋਟੇ ਝੁਕੀ ਦੀ ਚੌੜਾਈ, ਸਵਰਾਜ ਦਾ ਕਰਲਿੰਗ ਰੇਡੀਅਸ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, swarf' ਤੇ ਵੱਡਾ ਝੁਕਣਾ ਤਣਾਅ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਸ ਨੂੰ ਤੋੜਨ ਲਈ ਸੌਖਾ ਹੁੰਦਾ ਹੈ. ਇਸ ਲਈ, ਛੋਟੇ ਝੁੰਡ ਨੂੰ ਤੋੜਨਾ ਘਾਹ ਦੀ ਚੌੜਾਈ ਹੁੱਰ ਨੂੰ ਤੋੜਨ ਲਈ ਲਾਹੇਵੰਦ ਹੈ. ਪਰ swarf ਨੂੰ ਤੋੜਨਾ ਘਟੇ ਦੀ ਚੌੜਾਈ ਫੀਡ ਦੇ ਕੱਟਣ ਡੂੰਘਾਈਪੰਨ ਦੇ ਸੰਬੰਧ ਵਿੱਚ ਮੰਨੀ ਜਾਂਦੀ ਹੈ.
ਜੇ ਸਵਾਰਫ ਨੂੰ ਤੋੜਨਾ ਅਤੇ ਫੀਡ ਰੇਟ ਬੁਨਿਆਦੀ ਤੌਰ 'ਤੇ ਢੁਕਵੀਂ ਹੋਵੇ ਤਾਂ ਸੀ-ਆਕਾਰ ਦੇ ਸੁਅਰਫ ਬਣਾਏ ਜਾ ਸਕਦੇ ਹਨ. ਜੇ swarf coiling ਖੰਭ ਬਹੁਤ ਤੰਗ ਹੈ, ਇਸ ਲਈ swarf ਨੂੰ ਰੋਕਣਾ ਆਸਾਨ ਹੈ, ਜਿਸ ਨਾਲ ਸੰਦ ਨੂੰ ਬਦਲਣ ਦਾ ਭਾਰ ਵਧ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕਾਇਆਕਲਪ ਨੂੰ ਵੀ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਂਦਾ ਹੈ; ਜੇ swarf coiling ਝਰੀ ਬਹੁਤ ਵਿਆਪਕ ਹੈ ਅਤੇ ਕੱਟਣਾ ਕਰਲਿੰਗ ਰੇਡੀਅਸ ਬਹੁਤ ਵੱਡਾ ਹੈ, ਕੱਟਣ ਵਿਕਾਰ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ, ਅਤੇ ਇਸ ਨੂੰ ਤੋੜਨਾ ਅਸਾਨ ਨਹੀਂ ਹੈ, ਅਤੇ ਅਕਸਰ ਧੀ ਦੇ ਥੱਲੇ ਤਕ ਵਗਣਾ ਨਹੀਂ ਹੁੰਦਾ ਜਿਸ ਨਾਲ ਨਿਰੰਤਰ ਸਟ੍ਰਿਪ ਸਵਰਾਜ ਬਣਾਉ
Swarf ਝਰੀ ਦੀ ਚੌੜਾਈ ਕੱਟਣ ਵਾਲੀ ਗਹਿਰਾਈ ਲਈ ਵੀ ਢੁਕਵੀਂ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ. ਨਹੀਂ ਤਾਂ, ਜਦੋਂ ਇਹ ਖੁਰਲੀ ਬਹੁਤ ਛੋਟੀ ਹੁੰਦੀ ਹੈ, ਇਹ ਵਿਖਾਈ ਦੇਵੇਗਾ ਕਿ ਝੁੰਡ ਦੀ ਚੌੜਾਈ ਹੌਲੀ ਕਰਨ ਲਈ ਸੌਖੀ ਨਹੀਂ ਹੈ, ਅਤੇ swarf ਘੁੰਮ ਦੇ ਤਲ ਤੋਂ ਬੰਧਿਡ ਸਵੈਜ ਬਣਾਉਣ ਲਈ ਨਹੀਂ ਚੱਲੇਗਾ. ਜਦੋਂ ਖੰਭ ਬਹੁਤ ਜ਼ਿਆਦਾ ਚੌੜੀ ਹੁੰਦੀ ਹੈ, swarf ਤੰਗ ਬਣ ਜਾਂਦਾ ਹੈ, ਪ੍ਰਵਾਹ ਹੋਰ ਜਿਆਦਾ ਮੁਕਤ ਹੁੰਦਾ ਹੈ, ਵਿਵਹਾਰ ਅਧੂਰਾ ਹੈ, ਅਤੇ ਇਹ ਨਾ ਤੋੜਦਾ ਹੈ.
ਤਸੱਲੀਬਖ਼ਸ਼ ਝੌਂਪੜੀਆਂ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਵਿਸ਼ੇਸ਼ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਸਥਿਤੀ ਦੇ ਮੁਤਾਬਕ ਸਵੈਪ ਨੂੰ ਤੋੜਨ ਦੀ ਸਹੀ ਚੌੜਾਈ ਦੀ ਚੋਣ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ. ਘੱਟ ਸਖਤਤਾ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਲਈ, ਸਲਾਟਾਂ ਸੰਕੁਚਿਤ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ, ਜਦਕਿ ਸਲਾਟ ਵਿਸਤਾਰ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ.