Когда в процессе производства создаются непрерывные стружечные полосы, не только легко поцарапать поверхность заготовки и повредить лезвие, но и поставить под угрозу безопасность оператора. Поэтому очень важно принять необходимые технологические меры для контроля типа стружки и поломки стружки в индустрии механической обработки.
Поскольку стружка является продуктом деформации слоя стружки, изменение условий резания является эффективным способом изменения типов стружки и достижения разрушения стружки. Факторы, влияющие на условия обработки стружки, в основном включают материалы заготовки, угол геометрии инструмента и расход стружки.
Общие стрижи должны удовлетворять следующим основным условиям:
1. Стружки не должны быть запутаны в режущих инструментах, заготовках и прилегающих к ним инструментах и оборудовании.
2. стружки не должны брызгать, чтобы обеспечить безопасность операторов и наблюдателей.
3. При чистовой обработке стружка не может поцарапать обработанную поверхность заготовки, что влияет на качество обработанной поверхности.
4. Гарантируйте заранее установленную долговечность резака, не допускайте преждевременного износа и постарайтесь предотвратить его повреждение.
5. Когда стружка вытекает, она не мешает впрыскиванию смазочно-охлаждающей жидкости; стружка не поцарапает направляющую машины или другие детали.

Классификация sWarf sHapes
Из-за разной степени пластической деформации могут быть получены различные виды стружек, как показано на рисунке 1. При обработке пластических материалов в основном образуются полосовые стружки, узловые стружки или гранулированные стружки. При обработке хрупких материалов обычно образуются рыхлые стружки.
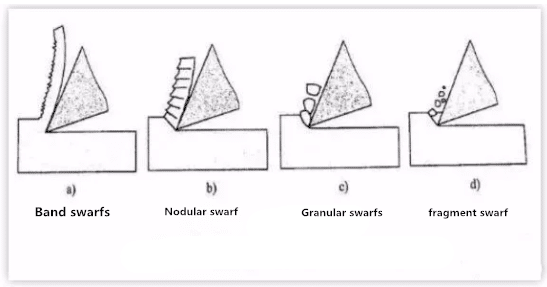
1. Ленточные стружки: Ленточные стружки имеют сплошное, гладкое дно и пушистую спину, как показано на рис. 1-1а. Такие стружки легко изготавливаются, когда пластмассовые металлические материалы обрабатываются с помощью режущих кромок с большим передним углом при более высокой скорости резания. Это продукт недостаточной деформации режущего слоя. При производстве полосовых стружек процесс резки происходит плавно, а шероховатость поверхности заготовки невелика, но стружки трудно ломать, что часто вызывает наматывание, шероховатость заготовки и даже влияет на работу, поэтому проблема разрушения стружки нельзя игнорировать.
2. Узловая стружка: Нодулярная стружка - это разновидность стружки с гладким дном, явными трещинами на спине и глубокими трещинами, как показано на рис. 1-1b. Такие стружки легко получаются, когда пластмассовые материалы обрабатываются с меньшей скоростью резания с помощью инструмента с уменьшенным передним углом. Это продукт достаточной деформации слоя стружки и достиг степени сдвига. Когда образуются стружки с шаровидным графитом, стружки работают неустойчиво, и шероховатость поверхности заготовки относительно велика.
3. Гранулированные стружки. Гранулированные стружки - это однородные гранулированные стружки, как показано на рис. 1-1с. При использовании инструмента с небольшим передним углом для обработки пластиковых металлических материалов с очень низкой скоростью резания такие стружки легко получить. Это продукт полностью деформированного режущего слоя, который достигает разрушения материала при сдвиге и ломает стружки по толщине. При производстве гранулированных стружек работа по резке нестабильна, а шероховатость поверхности заготовки относительно велика.
4. фрагменты фрагментов: фрагменты фрагментов представляют собой нерегулярные мелкозернистые фрагменты, как показано на рис. 1-1d. При резке хрупких материалов стружка, образованная внезапным растрескиванием режущего слоя после упругой деформации, едва проходит стадию пластической деформации. При образовании дробящих стружек работа резания нестабильна, лезвие подвергается большей силе удара, а обработанная поверхность шероховатая и неровная.
Из вышесказанного видно, что типы стружек различаются в зависимости от материала заготовки и условий резания. Следовательно, в процессе обработки мы можем судить, подходит ли условие стружки или нет, наблюдая форму стружки. Мы также можем изменить форму стружки путем преобразования условий резания, чтобы преобразовать их в направление, выгодное для производства.
Принцип мелкая металлическая стружка бreaking
В процессе резки металла легкость разрушения стружки напрямую связана с деформацией стружки. Поэтому изучение принципа разрушения стружки должно начинаться с изучения закона деформации стружки.
стружки, образованные в процессе резки, будут иметь более высокую твердость и меньшую пластичность и ударную вязкость из-за относительно большой пластической деформации. Это явление называется холодным отверждением. После холодного отверждения стружки становятся твердыми и ломкими, и их легко ломать, когда они подвергаются переменным изгибающим или ударным нагрузкам. Чем больше пластическая деформация, которую испытывает стружка, тем более очевидны явления твердости и хрупкости, и тем легче ее сломать. При резке материалов с высокой прочностью, высокой пластичностью и высокой ударной вязкостью, которые трудно разрушить стружками, мы должны попытаться увеличить деформацию стружек, чтобы уменьшить их пластичность и ударную вязкость, чтобы достичь цели разрушения стружки.
Деформацию стружки можно разделить на две части:
Первая часть формируется в процессе резки, который мы называем базовой деформацией. Деформация стружки, измеренная при свободной резке с помощью токарного инструмента с плоскими передними кромками, близка к значению базовой деформации. Основными факторами, влияющими на основную деформацию, являются угол наклона инструмента, отрицательное снятие фаски и скорость резания. Чем меньше передний угол, тем шире отрицательная фаска и ниже скорость резания, тем больше деформация стружки и тем лучше разбивание стружки. Следовательно, уменьшение переднего угла, расширение отрицательной фаски и уменьшение скорости резания могут использоваться в качестве мер, способствующих разрушению стружки.
Вторая часть - это деформация стружки в процессе течения и скручивания, которую мы называем дополнительной деформацией. Поскольку в большинстве случаев только основная деформация в процессе резки не может разрушить стружки, необходимо добавить еще одну дополнительную деформацию для достижения цели упрочнения и разрушения. Самый простой способ заставить стружки подвергаться дополнительной деформации - это отшлифовать (или отжать) определенную форму канавки для разрушения стружки на поверхности граблей, чтобы заставить стружки изгибаться и деформироваться при поступлении в канавку для разрушения стружки. стружки подвергаются дальнейшей закалке и охрупчиванию после дополнительной повторной обжимной деформации и легко ломаются при столкновении с заготовкой или боковой поверхностью.
Метод разрушения стружкойs
Основная причина разрушения и непрерывности стружки заключается в деформации и напряжении во время образования стружки. Когда стружка находится в нестабильном состоянии деформации или напряжение стружки достигает предела прочности, стружка сломается. Обычно стружка ломается после керлинга.
Разумный выбор угла геометрии инструмента, параметров резания и канавки для разрушения стружки является наиболее распространенным методом разрушения стружки.
1. Уменьшение переднего угла и увеличение основного угла отклонения: передний угол и главный угол отклонения являются геометрическими углами инструмента, которые оказывают большое влияние на разрушение стружки. Уменьшите передний угол, увеличьте деформацию стружки, легко ломайте стружку. Из-за того, что шлифование с небольшим передним углом увеличит силу резания и ограничит улучшение параметров резания, инструмент будет поврежден или даже «заторможен», если он серьезный. Как правило, разрушение стружки осуществляется не только путем уменьшения угла передвижения. Увеличение угла основного отклонения может увеличить толщину резания и облегчить разрушение стружки. Например, при тех же условиях 90-градусный нож легче ломать стружки, чем 45-градусный нож. Кроме того, увеличение основного угла отклонения выгодно для уменьшения вибрации при обработке. Поэтому увеличение основного угла отклонения является эффективным методом разрушения стружки.
2.Снижение скорости резки, увеличение подачи и изменение параметров резки - еще одна мера разрушения стружки. Увеличение скорости резки сделает нижний металл стружки мягким, а деформация стружки недостаточной, что не способствует разрушению стружки; Уменьшение скорости резки приведет к разрушению стружки. Таким образом, в токарной обработке стружки могут быть сломаны, уменьшая скорость шпинделя и скорость резания. Увеличение подачи может увеличить толщину резки и легкое разрушение стружки. Это распространенный метод разрушения стружки при обработке, но следует отметить, что с увеличением подачи шероховатость поверхности заготовки значительно возрастет.
3. Откройте канавку для стружки: канавка для стружки относится к канавке на передней грани инструмента. Форма, ширина и угол наклона канавки для разрушения стружки являются факторами, влияющими на разрушение стружки.
1) Форма бороздки для стружки
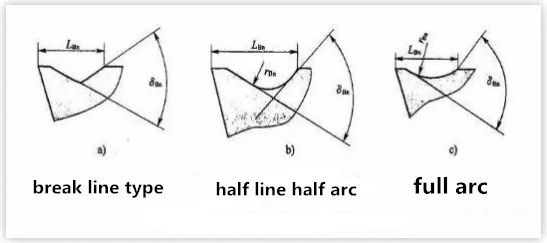
Обычно используемые канавки для разрушения стружки представляют собой три канавки, то есть согнутую линию, прямую линию и дугу окружности, и дугу полного круга, как показано на рисунке 2.
При резке углеродистой стали, легированной стали и инструментальной стали могут быть выбраны согнутая линия, дуга прямой и канавка разрушения стружки; при резке заготовки из высокопластичного материала, такой как чистая медь, заготовка из нержавеющей стали, можно выбрать канавку для стружки по дуге полного круга.
2) Ширина бороздки для стружки
Ширина канавки для разрушения стружки оказывает большое влияние на разрушение стружки. Вообще говоря, чем меньше ширина канавки, тем меньше радиус скручивания стружки, тем больше напряжение изгиба на стружке и тем легче ее сломать. Следовательно, меньшая ширина канавки для разрушения стружки выгодна для разрушения стружки. Но ширина паза, препятствующего образованию стружки, должна учитываться в зависимости от глубины резания_р подачи.
С-образные стружки могут быть сформированы, если ширина канавки для разрушения стружки и скорость подачи в основном соответствуют. Если намоточная канавка стружки слишком узкая, легко вызвать стружку, которая увеличивает нагрузку на токарный инструмент и даже повреждает режущую кромку; если намоточная канавка стружки слишком широка и радиус скручивания при резании слишком велик, деформации при резке недостаточно, и ее нелегко сломать, и часто она не протекает через дно канавки, образуя стружки с непрерывной полосой.
Ширина стружечной канавки также должна соответствовать глубине резания. В противном случае, когда канавка слишком узкая, может показаться, что ширину стружки нелегко изогнуть в канавке, и стружка не протечет через дно канавки, чтобы образовать полосчатые стружки. Когда канавка слишком широкая, стружка становится узкой, поток становится более свободным, деформация недостаточна и она не разрушается.
Чтобы получить удовлетворительный эффект разрушения стружки, следует выбирать соответствующую ширину канавки разрушения стружки в соответствии с конкретными условиями обработки. Для материалов с меньшей твердостью прорези должны быть уже, тогда как прорези должны быть шире.