Nalika swarf jalur sing terus diprodhuksi ing proses, ora mung gampang nggragas permukaan benda kerja lan ngrusak pedang, nanging uga ngancurake safety operator. Mulane, penting banget kanggo ngukur langkah-langkah teknologi kanggo ngontrol jinis swarf lan kerusakan swarf ing industri pangolahan mekanik.
Amarga swarfs minangka produk saka deformasi lapisan swarf, ngowahi kondisi nglereni minangka cara sing efektif kanggo ngowahi jenis swarf lan bisa ngatasi swarf. Faktor-faktor sing mangaruhi kondisi pangolahan swarf utamane yaiku material workpiece, sudut pandang geometri alat lan konsumsi swarf.
Swarfs umum kudu ngilangi kahanan dasar kasebut:
1. swarfs ora bakal dilebokake ing alat, piranti alus, lan alat lan peralatan sing cedhak.
2. swarfs ngirim ora cetha kanggo njamin keamanan para operator lan pengamat.
3. Nalika rampung, swarfs ora bisa nggorok permukaan benda mesin, sing nyebabake kualitas permukaan mesin.
4. Njamin daya tahan preset, lan aja nyandhang prematur lan nyoba nyegah karusakane.
5. Nalika swarf mili, ora ngganggu cairan injeksi; swarf ora bakal nggorohake pandhuan mesin utawa bagean liyane.

Klasifikasi saka swarf shape
Amarga tingkat deformasi plastik sing beda, beda swarfs bisa diprodhuksi, kaya sing ditampilake ing Gambar 1. Nalika ngolah bahan plastik, swarf band, swarf nodal utawa swarf granular utamané kawangun. Nalika ngolah bahan rapuh, swarf fragmentary umume dibentuk.
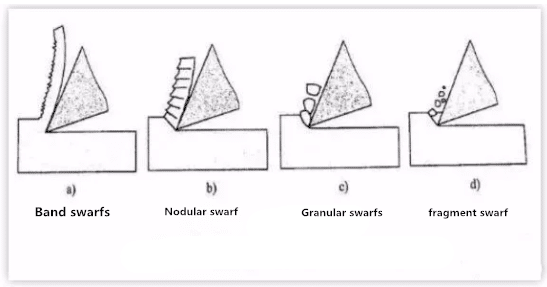
1. Band swarfs: Band swarfs sing terus-terusan, ngisor Gamelan lan bali alus, minangka ditampilake ing Fig. 1-1a. Swarfs kaya iki gampang diprodhuksi nalika bahan plastik plastik diawali karo pemotong sudut rake sing luwih gedhe ing kecepatan pemotongan sing luwih dhuwur. Iki minangka produk deformasi lapisan sing ora cukup. Werna swarfs diprodhuksi, proses pemotongan alus lan kekuwatan permukaan sing cilik banget, nanging swarfs ora gampang dipecah, sing asring nyebabake nggulung, nglereni benda kerja lan malah bisa nyebabake operasi kasebut, saengga masalah pecah swarf ora bisa diabaikan.
Swarf jenis: Swarf nodular yaiku jenis swarf kanthi ngisor alus, cetha cetha ing retakan jero lan jero, kaya sing dituduhake ing Fig. 1-1b. Swarfs kaya iki gampang diprodhuksi nalika bahan plastik dienggo ing kacepetan potong ngisor kanthi alat sing nyuda sikil. Punika produk deformasi cekap saka lapisan swarf lan wis ngrambah tingkat geser. Nalika swarfs nodular diprodhuksi, swarfs bisa dadi ora mantep lan roughness lumahing benda kerja relatif gedhé.
3. Swarfs Granular: swarfs granular seragam swara, kayata ing Fig. 1-1c. Nalika nggunakake alat sudut rake cilik kanggo ngolah bahan plastik plastik kanthi kacepetan cepet banget, gampang ngasilake swarfs kuwi. Iku minangka produk saka lapisan motif kanthi cacat, sing entuk kegagalan geser materi lan ndadekake swarfs ngeculake kekandelan. Nalika swarfs granular diprodhuksi, karya motong ora stabil lan roughness lumahing saka benda kerja relatif gedhé.
4. swarfs swarfs: swarfs pecahan ora swara swara sing ora duwe aturan, kaya sing kapacak ing Fig. 1-1d. Nalika nglereni bahan rapuh, swarf kawangun dening retakan dadakan lapisan motong sawise deformasi elastis meh ora liwat tahap deformasi plastik. Nalika ngeculake swarf dibentuk, karya nglereni ora stabil, agul-agul kasebut kena pengaruh abot, lan permukaan machined atos lan ora rata.
Bisa ditemokake saka ndhuwur yen jinis swarf beda-beda karo bahan workpiece lan kondisi nglereni. Mulane, ing proses pangolahan, kita bisa ngadili yen kondisi swarf cocok utawa ora kanthi ngetokake swarf. Kita uga bisa ngowahi wangun swarf kanthi ngowahi kondisi nglereni, supaya bisa ditransfer menyang arah sing bermanfaat kanggo produksi.
Prinsip saka swarf breaking
Ing proses pemotongan logam, manawa swarfs gampang ngeculake langsung gegandhèngan karo deformasi swarf. Mulane, panlitane prinsip pecah swarf kudu diwiwiti kanthi sinau babagan hukum deformasi swarf.
swarfs sing dibentuk ing proses pemotongan bakal duwe kekerasan sing luwih dhuwur lan plastisitas sing luwih murah lan kuwat amarga deformasi plastik sing relatif gedhe. Fenomena kasebut diarani cold hardening. Sawise hardening kadhemen, swarfs dadi hard lan brittle, lan gampang break nalika subjected kanggo gantian mlengkung utawa impact beban. Luwih gedhé deformasi plastik sing ditulungi swarf, luwih jelas fénoména kekerasan lan brittleness, lan gampang luwih gampang. Nalika bahan-bahan pemotongan kanthi kekuatan dhuwur, plastisitas sing dhuwur lan kekuwatan tinggi sing angel ngeculake swarfs, kita kudu nyoba nambah deformasi swarf kanggo ngurangi plastisitas lan ketahanane, supaya bisa ngrusak tujuan swarf.
deformasi swarf bisa dipérang dadi rong bagéan:
Pérangan pisanan dibentuk ing proses pemotongan, sing kasebut minangka deformasi dhasar. Deformasi swarf diukur kanthi nglereni bebas kanthi alat sing nyulam rake datar sing cedhak karo nilai deformasi dhasar. Faktor utama sing ndadeake deformasi dhasar yaiku sudut rake alat, chamfering negatif lan kacepetan potong. Sing luwih cilik saka sudut ngarep, luwih akeh chamfer negatif lan ngisor kacepetan nglereni, luwih gedhe deformasi swarf lan luwih apik nyuwaki swarf. Mulane, ngurangi sudut ngarep, ngetokake chamfer negatif lan ngurangi kacepetan nglereni bisa digunakake minangka langkah kanggo ningkatake swarf.
Bagian kapindho yaiku deformasi swarfs ing proses aliran lan curling, sing kita sebut deformasi tambahan. Amarga ing pirang-pirang kasus, mung deformasi dhasar ing proses pemotongan ora bisa nggawe swarfs break, perlu nambah deformasi tambahan kanggo entuk tujuan hardening lan breaking. Cara sing paling gampang kanggo meksa swarfs kanggo ngalami deformasi tambahan yaiku kanggo nggulung (utawa pencet) wangun swarf alur pecah tartamtu ing pasuryan rake kanggo meksa swarfs kanggo nggulung lan cacat nalika mili menyang groove breaking swarf. swarfs sing luwih hardened lan embrittled sawise deformasi re-crimp tambahan, lan gampang rusak nalika padha collide karo workpiece utawa flank.
Cara nyoblos Swarfs
Alasan dhasar kanggo breakage swarf lan kontinuitas dumunung ing deformasi lan stres nalika pembentukan swarf. Nalika swarf ana ing negara deformasi sing ora stabil utawa stres swarf tekan wates kekuatan, swarf bakal ngeculake. Biasane, swarf bakal ngilangake keriting.
Pemilihan sudut sudut géomètri, parameter pamotongan lan groove breaking swarf bisa dianggep sing umum digunakake metode swarf.
1. Ngurangi sudut rake lan nambah sudut penyimpangan utama: sudut rake lan sudut penyimpangan utama yaiku sudut-sudut geometris alat sing nduwe pengaruh gedhé ing swarf breaking. Ngurangi sudut ngarep, ningkatna deformasi swarf, gampang swarf. Amarga amba rake cilik bakal nambah daya pamotongan lan mbatesi perbaikan parameter pamotongan, alat bakal rusak utawa malah "kaku" nalika serius. Umumé, pecut swarf ora mung rampung kanthi ngurangi sudut rake. Nambahi sudut penyimpangan utama bisa nambah kekandelan motong lan gampang swarf. Contone, miturut kahanan sing padha, piso 90 derajat luwih gampang ngeculake swarf saka piso 45 derajat. Kajaba iku, nambah sudhut defleksi utama bisa kanggo ngurangi geter ing proses. Mulane, nambah sudhut deflection utama minangka cara meguru swarf efektif.
2.Reducing kecepatan pamotongan, nambah feed lan ngganti paramèter nglereni minangka langkah liyane kanggo swarf bejat. Meningkatake kacepetan nglereni bakal nggawe logam ngisor swarf alus lan deformasi swarf ora cukup, sing ora kondusif kanggo swarf pecah; ngurangi kacepetan nglereni bakal nyebabake swarf pecah. Mulane, ing ngowahi, swarfs bisa dipecah kanthi ngurangi kacepetan gelang lan kecepatan kacepetan. Nambah feed bisa ningkatake kekandelan motong lan gampang swarf. Iki minangka cara ngeculake swarf umum ing proses, nanging kudu dicatet yen kanthi nambahi feed, kekasaran ing permukaan bakal luwih gedhé.
3. Open alur swarf: groove breaking swarf nuduhake alur sing digawe ing pasuryan rake saka alat. Bentuk, lebar lan sudut miring saka alur pecah swarf yaiku kabeh faktor sing ngganggu swarf.
1) Bentuk alur pecah swarf
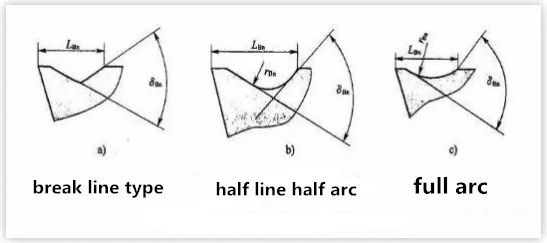
Alur pecah swarf sing umum digunakake yaiku alur alur, yaiku garis sing dilipat, garis lurus lan busur bunder, lan busur bunderan lengkap, kayata ing Gambar 2.
Nalika nglereni baja karbon, baja paduan lan alat baja, garis sing dililani, busur garis lurus lan alur pecah swarf bisa dipilih; nalika nglereni workpiece materi plastik sing dhuwur, kayata workpiece murni tembaga, stainless steel, groove breaking arc swarf groove bisa dipilih.
2) Lebar swarf alur pambusakan
Werna alur pecah swarf nduweni pangaruh gedhe tumrap swarf. Secara umum, sing luwih cilik alur iku, sing luwih cilik radius curl saka swarf, luwih gedhe nandhang lentur ing swarf, lan gampang luwih gampang. Mulane, lebar swarf alur sing luwih cilik bisa migunani kanggo swarf breaking. Nanging ambane swarf breaking alur kudu dianggep karo depth_p nglereni feed.
Swarfs sing bentuke C bisa kabentuk yen jembar swara pemecah alur lan tingkat feed sing paling tepat. Yen groove coiling swarf banget sempit, gampang nimbulaké swara pamblokiran, sing nambah alat angkat lan malah ngrusak pinggiran cendhak; yen groove coiling swarf banget jembar lan radiasi curling gedhe banget, deformasi nglereni ora cukup, lan ora gampang ngeculake, lan asring ora mili ing ngisor alur kanggo mbentuk swarfs jalur sing terus-terusan.
Werna alur swarf uga cocok kanggo jero potong. Yen ora, alur banget, bakal katon yen jembar swarf ora gampang ngagulung ing alur, lan swarf ora bakal mili ing ngisor alur kanggo mbentuk swarf banded. Nalika alur banget amba, swarf dadi sempit, aliran luwih bebas, deformasi ora cukup, lan ora pecah.
Kanggo ngasilake swarf efek sing nyenengake, lebar alur suweng swarf sing cocog kudu dipilih miturut kondisi proses spesifik. Kanggo bahan sing luwih murah, slot kudu luwih sempit, déné slot luwih akeh.