
在加工过程中产生连续带状切屑时,不仅容易划伤工件表面并损坏刀片,而且还会危及操作者的安全。因此,采取必要的技术措施来控制机械加工行业中的切屑类型和切屑破损是非常重要的。
由于切屑是切屑层变形的产物,因此改变切削条件是改变切屑类型和实现切屑破碎的有效方法。影响切屑加工条件的因素主要包括工件材料,刀具几何角度和切屑消耗。
一般的金属屑需要满足以下基本条件:
1.切屑不得缠绕在切削工具,工件及其相邻的工具和设备上。
2.切屑不应飞溅,以确保操作员和观察者的安全。
3.精加工时,切屑不会划伤工件的加工表面,这会影响加工表面的质量。
4.保证刀具的预设耐用性,不要过早磨损,尽量防止损坏。
5.当切屑流出时,不会干扰切削液的注入;切屑不会划伤机器导轨或其他部件。

分类 小号WARF 小号hapes
由于塑性变形程度不同,可能会产生不同种类的切屑,如图1所示。在加工塑料材料时,主要形成带状切屑,节点切屑或颗粒状切屑。当处理脆性材料时,通常形成碎片状的切屑。
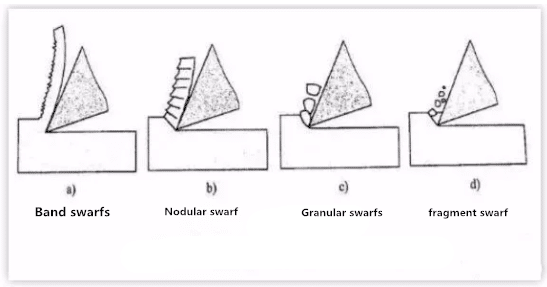
1.带状切屑:带状切屑是连续的,光滑的底部和蓬松的背部,如图1-1a所示。当塑料金属材料用较大的前角切割机以较高的切割速度加工时,这种切屑很容易生产。它是切割层变形不足的产物。生产带状切屑时,切削过程平滑,工件表面粗糙度小,但切屑不易断裂,往往造成工件缠绕,粗糙,甚至影响操作,因此切屑破裂问题不容忽视。
2.结节切屑:球状切屑是一种底部光滑,背面有明显裂缝和深裂纹的切屑,如图1-1b所示。当使用具有减小的前角的工具以较低的切削速度加工塑料材料时,容易生产这种切屑。它是切屑层足够变形的产物,并且已达到剪切程度。当生产球状切屑时,切屑工作不稳定,工件表面粗糙度较大。
3.颗粒状切屑:颗粒状切屑是均匀的颗粒状切屑,如图1-1c所示。当使用小前角工具以非常低的切削速度加工塑料金属材料时,很容易生产这种切屑。它是完全变形的切割层的产物,它实现了材料的剪切破坏,并使切屑沿厚度断裂。当生产粒状切屑时,切削加工不稳定,工件表面粗糙度较大。
4.碎片切片:碎片切屑是不规则的细粒切屑,如图1-1d所示。当切割脆性材料时,由弹性变形后切割层的突然开裂形成的切屑难以通过塑性变形阶段。当形成破碎切屑时,切削加工不稳定,刀刃受到较大的冲击力,加工表面粗糙且不均匀。
从上面可以看出,切屑的类型随工件材料和切削条件而变化。因此,在加工过程中,我们可以通过观察切屑形状来判断切屑条件是否合适。我们还可以通过改变切割条件来改变切屑形状,从而可以将其转变为有利于生产的方向。
原则 切屑 breaking
在金属切削过程中,切屑是否容易断裂与切屑变形直接相关。因此,切屑破碎原理的研究必须从切屑变形规律的研究入手。
由于相对大的塑性变形,在切削过程中形成的切屑将具有更高的硬度和更低的可塑性和韧性。这种现象称为冷硬化。在冷硬化之后,切屑变硬且易碎,并且在经受交替的弯曲或冲击载荷时易于破裂。切屑经历的塑性变形越大,硬度和脆性现象越明显,并且越容易破碎。当切削具有高强度,高塑性和高韧性且难以破碎切屑的材料时,应尽量增加切屑的变形,以降低其塑性和韧性,从而达到切屑破碎的目的。
切屑变形可分为两部分:
第一部分是在切割过程中形成的,我们称之为基本变形。通过平面前刀面车削刀具自由切削测得的切屑变形接近于基本变形值。影响基本变形的主要因素是刀具前角,负倒角和切削速度。前角越小,负倒角越宽,切割速度越低,切屑变形越大,切屑越细。因此,减小前角,加宽负倒角和降低切割速度可以用作促进切屑破裂的措施。
第二部分是切屑在流动和卷曲过程中的变形,我们将其称为附加变形。因为在大多数情况下,只有切割过程中的基本变形不能使切屑断裂,才有必要增加另外的变形,以达到硬化和断裂的目的。迫使切屑进行额外变形的最简单方法是在前刀面上研磨(或压制)某种形状的切屑破裂槽,以迫使切屑在流入切屑破碎槽时卷曲和变形。在额外的重新卷曲变形之后,切屑进一步硬化和脆化,并且当它们与工件或侧面碰撞时容易破裂。
切屑破碎方法小号
切屑断裂和连续性的根本原因在于切屑形成过程中的变形和应力。当切屑处于不稳定的变形状态或切屑应力达到其强度极限时,切屑会断裂。通常,卷曲后切屑会断裂。
合理选择刀具几何角度,切削参数和切屑槽是常用的切屑破碎方法。
1.减小前角并增加主偏角:前角和主偏角是刀具的几何角度,对切屑的破坏影响很大。减少前角,增加切屑变形,轻松切屑。由于小前角磨削会增加切削力并限制切削参数的改善,工具在严重时会损坏甚至“闷”。通常,切屑破碎不仅通过减小前角来实现。增加主偏差角可以增加切削厚度,易于切屑。例如,在相同条件下,90度刀比45度刀更容易破碎切屑。另外,增加主偏转角有利于减少加工过程中的振动。因此,增加主偏转角是一种有效的切屑破碎方法。
2.降低切削速度,增加进给量和改变切削参数是切屑切削的另一种措施。提高切削速度会使切屑底部金属变软,切屑变形不足,不利于切屑破损;降低切割速度会导致切屑破裂。因此,在车削中,可以通过降低主轴速度和切削速度来破坏切屑。增加进给量可以增加切削厚度并且易于切削。这是加工中常见的切屑破碎方法,但应注意随着进给量的增加,工件的表面粗糙度将显着增加。
3.打开切屑槽:切屑槽是指在刀具前刀面上形成的槽。切屑破碎槽的形状,宽度和倾斜角度都是影响切屑破碎的因素。
1)切屑槽的形状
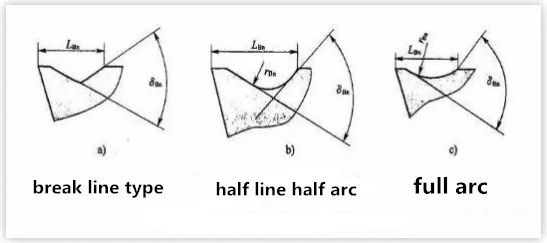
常用的切屑槽是三个槽,即折线,直线和圆弧,以及整圆弧,如图2所示。
切削碳钢,合金钢和工具钢时,可选择折线,直线弧和切屑槽;切割高塑性材料工件时,如纯铜,不锈钢工件,可选择全圆弧切屑槽。
2)切屑槽的宽度
切屑槽的宽度对切屑的破坏有很大影响。一般而言,凹槽宽度越小,切屑的卷曲半径越小,切屑上的弯曲应力越大,断裂越容易。因此,较小的切屑槽宽度有利于切屑破碎。但必须考虑切屑槽的宽度与切削深度_p的关系。
如果切屑槽的宽度和进给速度基本上合适,则可以形成C形切屑。如果切屑盘管槽太窄,很容易造成切屑堵塞,增加了车刀的负荷,甚至损坏了切削刃;如果切屑卷绕槽太宽,切割卷曲半径太大,切割变形不充分,不易破裂,往往不会流过槽底,形成连续的切屑。
切屑槽的宽度也应适合切削深度。否则,当凹槽太窄时,看起来切屑宽度不容易在凹槽中卷曲,并且切屑不会流过凹槽的底部以形成带状切屑。当凹槽太宽时,切屑变窄,流动更自由,变形不充分,并且不会破裂。
为了获得满意的切屑破碎效果,应根据具体的加工条件选择合适的切屑槽宽度。对于硬度较低的材料,槽应该更窄,而槽应该更宽。