

Niektóre frezy CNC, które muszą być obrabiane CNC, takie jak noże okrągłe, noże kulkowe itp.
1. Wprowadzenie narzędzia
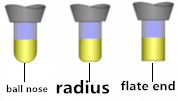
Narzędzia do obróbki CNC muszą dostosować się do dużej prędkości, wysokiej wydajności i wysokiego stopnia automatyzacji obrabiarek CNC. Frezy CNC są głównie podzielone na noże płaskodenne (frezy końcowe), noże okrągłe i noże kulowe, jak pokazano na rysunku 1-1. Są one podzielone na białe stalowe noże, latające noże i noże ze stopów. W rzeczywistym przetwarzaniu fabryki najczęściej używane noże to D63R8, D50R6, D35R5, D35R0,8, D30R5, D25R5, D20R4, D20R0,8, D16R0,8, D12, D10, D8, D6, D4, D3, D2. , D2, D1,5, D1, D0,5, D10R0,5, D8R0,5, D6R0,5, D4R0,5, R5, R4, R3, R2.5, R2, R1.5, R1 i R0,5 .
Rysunek 1-1 Frez CNC
(1) Nóż płaski: stosowany głównie do obróbki zgrubnej, wykańczania płaszczyzn, wykańczania kształtu i obróbki pod kątem prostym. Wadą jest to, że końcówka jest łatwa do noszenia i wpływa na dokładność obróbki.
(2) Nóż okrągły: Stosowany głównie do obróbki zgrubnej, wykańczania płaszczyzn i wykańczania półfabrykatów form, szczególnie odpowiedni do obróbki zgrubnej form o dużej twardości.
(3) Noże kulkowe: stosowane głównie do niepłaskiego półwykańczania i wykańczania.
2. Użytkowanie narzędzia
W obróbce CNC wybór narzędzia jest bezpośrednio związany z dokładnością obróbki, jakością obrabianej powierzchni i wydajnością obróbki. Wybór odpowiedniego narzędzia i ustawienie rozsądnych parametrów skrawania umożliwi obróbkę CNC w celu osiągnięcia najlepszej jakości obróbki przy najniższych kosztach iw najkrótszym czasie. Krótko mówiąc, ogólną zasadą wyboru narzędzia jest: łatwa instalacja i regulacja, dobra sztywność, trwałość i wysoka precyzja. Zgodnie z założeniem spełnienia wymogów przetwarzania, spróbuj wybrać krótszy uchwyt narzędzia, aby poprawić sztywność obróbki narzędzia.
Podczas wybierania narzędzia rozmiar narzędzia powinien być dostosowany do rozmiaru półwyrobu. Jeśli rozmiar wnęki wynosi 80 × 80, narzędzie takie jak D25R5 lub D16R0.8 należy wybrać do obróbki zgrubnej; jeśli rozmiar wnęki jest większy niż 100 × 100, do otwarcia należy wybrać nóż latający D30R5 lub D35R5; jeśli wnęka Rozmiar jest większy niż 300 × 300, należy wybrać latający nóż o średnicy większej niż D35R5 do obróbki zgrubnej, taki jak D50R6 lub D63R8. Ponadto wybór narzędzia zależy od mocy maszyny. Na przykład frezarka CNC lub centrum obróbcze z małą mocą nie mogą używać narzędzia większego niż D50R6.
W rzeczywistej obróbce frez końcowy, występ, rowek itp. Konturu części płaskiej są często wybierane przez frez walcowo-czołowy; wybrano powierzchnię, powierzchnię boczną i wnękę do obróbki zgrubnej frezu z wkładką z węglika spiekanego; wybrany jest frez z kulistym końcem. Okrągły nóż nosowy ma kątowy kształt konturu.
3. Ustawienie parametrów cięcia narzędzia
Zasada rozsądnego wyboru wielkości cięcia jest następująca: podczas obróbki zgrubnej, ogólnie rzecz biorąc, poprawia się wydajność produkcji, ale należy również rozważyć koszty ekonomiczne i koszty przetwarzania; w półwykańczaniu i wykańczaniu, pod warunkiem zapewnienia jakości przetwarzania, biorąc pod uwagę wydajność cięcia, oszczędność i koszty przetwarzania. Konkretne wartości powinny być oparte na instrukcji obsługi maszyny, instrukcji ilości cięcia i doświadczeniu.
Dzięki szerokiemu zastosowaniu obrabiarek CNC w praktyce produkcyjnej, programowanie CNC stało się jednym z kluczowych zagadnień w obróbce CNC. W procesie programowania programu NC konieczne jest wybranie narzędzia i określenie wielkości cięcia w stanie interakcji człowiek-komputer. Dlatego programista musi znać metodę wyboru narzędzia i zasadę określania wielkości cięcia, aby zapewnić jakość przetwarzania i wydajność przetwarzania części, w pełni wykorzystać zalety obrabiarki CNC, oraz poprawić efektywność ekonomiczną i poziom produkcji przedsiębiorstwa.
Tabela 1-1 i Tabela 1-2 przedstawiają odpowiednio ustawienia parametrów noża latającego i noża stopowego. Te parametry cięcia mają jedynie charakter poglądowy. Rzeczywista wielkość cięcia powinna być określona zgodnie z konkretną wydajnością maszyny, kształtem części i materiałem, warunkami mocowania itp. Dokonaj regulacji).
Im większa średnica narzędzia, tym wolniejsza prędkość; dla tego samego typu narzędzia im dłuższy pasek narzędzi, tym mniejszy będzie rozmiar noża, w przeciwnym razie będzie łatwo ciąć i powodować przecięcie.
Tabela 1-1 Ustawienia parametrów latającego noża
| Typ narzędzia | Maksymalna głębokość obróbki (mm) | Zwykła długość (mm) | Wydłużenie zwykłe (mm) | Prędkość wrzeciona (/ m) | Prędkość posuwu (mm / min) | Nóż do jedzenia (mm) |
| D63R8 | 130/300 | 150 | 320 | 700 ~ 1000 | 2500 ~ 4000 | 0,2 ~ 1 |
| D50R6 | 100/230 | 120 | 250 | 800 ~ 1500 | 2500 ~ 3500 | 0,1 ~ 0,8 |
| D35R5 | 150/200 | 180 | 300 | 1000 ~ 2200 | 2200 ~ 3000 | 0,1 ~ 0,8 |
| D30R5 | 100/150 | 150 | 180 | 1500 ~ 2200 | 2000 ~ 3000 | 0,1 ~ 0,5 |
| D25R5 | 70/150 | 120 | 180 | 1500 ~ 2500 | 2000 ~ 3000 | 0,1 ~ 0,5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0,8 | 70/150 | 100 | 180 | 1500 ~ 2500 | 2000 ~ 2800 | 0,1 ~ 0,3 |
| D17R0,8 | 70/130 | 100 | 180 | 1800 ~ 2500 | 1800 ~ 2500 | 0,1 ~ 0,3 |
| D12R0,8 | 60/90 | 90 | 120 | 2000 ~ 3000 | 1800 ~ 2500 | 0,1 ~ 0,2 |
| D16R8 | 60/100 | 100 | 150 | 2000 ~ 3000 | 2000 ~ 3000 | 0,1 ~ 0,4 |


Powyższe parametry latającego noża mogą być używane tylko jako punkt odniesienia, ponieważ parametry różnych materiałów latającego noża są również różne, a długość latającego noża wytwarzanego przez różne fabryki narzędzi jest nieco inna. Ponadto wartości parametrów narzędzia są również różne w zależności od wydajności frezarki CNC lub centrum obróbkowego i materiału, który ma być obrabiany. Dlatego parametry narzędzia muszą być ustawione zgodnie z rzeczywistymi warunkami fabryki. Latający nóż ma dobrą sztywność i dużą ilość noża, który jest najbardziej odpowiedni do otwierania półwyrobu formy. Ponadto jakość ostrej powierzchni latającego noża jest również bardzo dobra. Latający nóż składa się głównie z noży i nie ma krawędzi bocznych. Jak pokazano niżej
Tabela 1-2 Ustawienia parametrów noża stopowego
| Typ narzędzia | Maksymalna głębokość obróbki (mm) | Długość zwykłego ostrza / noża | Wydłużenie zwykłe (mm) | Prędkość wrzeciona (r / m) | Prędkość posuwu (mm / min) | Nóż do jedzenia (mm) |
| D12 | 60 | 30/80 | 35/100 | 1800 ~ 2500 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| D10 | 55 | 25/75 | 30/100 | 2500 ~ 3000 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| D8 | 45 | 20/70 | 25/100 | 2500 ~ 3000 | 1000 ~ 2500 | 0,1 ~ 0,5 |
| D6 | 30 | 15/60 | 20/100 | 2500 ~ 3000 | 700 ~ 2000 | 0,1 ~ 0,3 |
| D4 | 25 | 11/50 | 11/100 | 2800 ~ 4000 | 700 ~ 2000 | 0,1 ~ 0,3 |
| D2 | 10 | 5/50 | Nie istnieje | 4500 ~ 6000 | 700 ~ 1500 | 0,05 ~ 0,1 |
| D1 | 5 | 2/50 | Nie istnieje | 5000 ~ 10000 | 500 ~ 1000 | 0,05 ~ 0,1 |
| R6 | 60 | 22/80 | 22/100 | 1800 ~ 3000 | 1800 ~ 2500 | 0,1 ~ 0,5 |
| R5 | 55 | 18/75 | 18/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| R4 | 45 | 14/60 | 14/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0,1 ~ 0,35 |
| R3 | 30 | 12/50 | 12/100 | 3000 ~ 4000 | 1500 ~ 2500 | 0,1 ~ 0,3 |
| R2 | 25 | 8/50 | 8/100 | 3500 ~ 4500 | 1500 ~ 2000 | 0,1 ~ 0,25 |
| R1 | 10 | 5/50 | Nie istnieje | 3500 ~ 5000 | 800 ~ 1500 | 0,05 ~ 0,15 |
| R0,5 | 5 | 2/50 | Nie istnieje | 5000 以上 | 500 ~ 1000 | 0,05 ~ 0,08 |
Nóż ze stopu ma dobrą sztywność i nie jest łatwy w produkcji noży. Jest najlepszy do wykończenia formy. Noże ze stopu mają taką samą krawędź boczną jak białe noże ze stali. Boczne krawędzie są często używane podczas wykańczania miedzianej prostej ściany.
