

Some CNC milling cutters that CNC machining must master, such as round nose knives, ball knives, etc.
1. Introduction of the tool
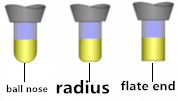
CNC machining tools must adapt to the high speed, high efficiency and high degree of automation of CNC machine tools. CNC milling cutters are mainly divided into flat-bottomed knives (end mills), round nose knives and ball knives, as shown in Figure 1-1. They are divided into white steel knives, flying knives and alloy knives. In the actual processing of the factory, the most commonly used knives are D63R8, D50R6, D35R5, D35R0.8, D30R5, D25R5, D20R4, D20R0.8, D16R0.8, D12, D10, D8, D6, D4, D3, D2. , D2, D1.5, D1, D0.5, D10R0.5, D8R0.5, D6R0.5, D4R0.5, R5, R4, R3, R2.5, R2, R1.5, R1 and R0.5 .
Figure 1-1 CNC milling cutter
(1) Flat bottom knife: mainly used for roughing, plane finishing, shape finishing and clear angle processing. The disadvantage is that the tip is easy to wear and affects the machining accuracy.
(2) Round nose knife: It is mainly used for roughing, plane finishing and side finishing of mold blanks, especially suitable for roughing of molds with high hardness.
(3) Ball knives: mainly used for non-planar semi-finishing and finishing.
2. Tool use
In CNC machining, the choice of tool is directly related to the processing accuracy, the quality of the machined surface and the processing efficiency. Choosing the right tool and setting reasonable cutting parameters will enable CNC machining to achieve the best machining quality at the lowest cost and in the shortest time. In short, the general principle of tool selection is: easy installation and adjustment, good rigidity, durability and high precision. Under the premise of meeting the processing requirements, try to choose a shorter tool holder to improve the rigidity of the tool processing.
When selecting a tool, the size of the tool should be adapted to the size of the blank. If the size of the cavity is 80×80, the tool such as D25R5 or D16R0.8 should be selected for roughing; if the size of the cavity is larger than 100×100, the D30R5 or D35R5 flying knife should be selected for opening; if the cavity The size is larger than 300 × 300, then you should choose a flying knife with a diameter larger than D35R5 for roughing, such as D50R6 or D63R8. In addition, the choice of tool is determined by the power of the machine. For example, a CNC milling machine or machining center with a small power cannot use a tool larger than D50R6.
In the actual machining, the end mill, the boss, the groove, etc. of the contour of the plane part are often selected by the end mill; the surface, the side surface and the cavity of the rough machining of the milling cutter with the cemented carbide insert are selected; the ball end milling cutter is selected. The round nose knife has an angled contour shape.
3. Tool cutting parameter setting
The principle of reasonable selection of cutting amount is: when roughing, it is generally to improve production efficiency, but economical and processing cost should also be considered; in semi-finishing and finishing, under the premise of ensuring processing quality, taking into account cutting efficiency , economy and processing costs. The specific values should be based on the machine manual, the cutting amount manual, and the experience.
With the wide application of CNC machine tools in production practice, CNC programming has become one of the key issues in CNC machining. In the process of programming the NC program, it is necessary to select the tool and determine the amount of cutting in the human-computer interaction state. Therefore, the programmer must be familiar with the selection method of the tool and the principle of determining the amount of cutting, so as to ensure the processing quality and processing efficiency of the part, give full play to the advantages of the CNC machine tool, and improve the economic efficiency and production level of the enterprise.
Table 1-1 and Table 1-2 list the parameter settings of the flying knife and the alloy knife respectively. These cutting parameters are for reference only. The actual cutting amount should be determined according to the specific machine performance, part shape and material, clamping condition, etc. Make adjustments).
The larger the diameter of the tool, the slower the speed; for the same type of tool, the longer the tool bar, the smaller the knife size will be, otherwise it will be easy to slash and cause overcutting.
Table 1-1 Flying knife parameter settings
| Tool type | Maximum processing depth (mm) | Ordinary length (mm) | Ordinary lengthening (mm) | Spindle speed (/m) | Feed rate (mm/min) | Eating knife (mm) |
| D63R8 | 130/300 | 150 | 320 | 700~1000 | 2500~4000 | 0.2~1 |
| D50R6 | 100/230 | 120 | 250 | 800~1500 | 2500~3500 | 0.1~0.8 |
| D35R5 | 150/200 | 180 | 300 | 1000~2200 | 2200~3000 | 0.1~0.8 |
| D30R5 | 100/150 | 150 | 180 | 1500~2200 | 2000~3000 | 0.1~0.5 |
| D25R5 | 70/150 | 120 | 180 | 1500~2500 | 2000~3000 | 0.1~0.5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800~2500 | 1800~2500 | 0.1~0.3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000~3000 | 1800~2500 | 0.1~0.2 |
| D16R8 | 60/100 | 100 | 150 | 2000~3000 | 2000~3000 | 0.1~0.4 |


The above flying knife parameters can only be used as a reference, because the parameters of different flying knife materials are also different, and the length of the flying knife produced by different tool factories is slightly different. In addition, the parameter values of the tool are also different depending on the performance of the CNC milling machine or the machining center and the material to be machined. Therefore, the parameters of the tool must be set according to the actual conditions of the factory. The flying knife has good rigidity and a large amount of knife, which is most suitable for the opening of the mold blank. In addition, the quality of the sharp surface of the flying knife is also very good. The flying knife is mainly made of knives and has no side edges. As shown below
Table 1-2 Alloy knife parameter settings
| Tool type | Maximum processing depth (mm) | Ordinary length (mm) blade / knife length | Ordinary lengthening (mm) | Spindle speed (r/m) | Feed rate (mm/min) | Eating knife (mm) |
| D12 | 60 | 30/80 | 35/100 | 1800~2500 | 1500~2500 | 0.1~0.5 |
| D10 | 55 | 25/75 | 30/100 | 2500~3000 | 1500~2500 | 0.1~0.5 |
| D8 | 45 | 20/70 | 25/100 | 2500~3000 | 1000~2500 | 0.1~0.5 |
| D6 | 30 | 15/60 | 20/100 | 2500~3000 | 700~2000 | 0.1~0.3 |
| D4 | 25 | 11/50 | 11/100 | 2800~4000 | 700~2000 | 0.1~0.3 |
| D2 | 10 | 5/50 | Not exist | 4500~6000 | 700~1500 | 0.05~0.1 |
| D1 | 5 | 2/50 | Not exist | 5000~10000 | 500~1000 | 0.05~0.1 |
| R6 | 60 | 22/80 | 22/100 | 1800~3000 | 1800~2500 | 0.1~0.5 |
| R5 | 55 | 18/75 | 18/100 | 2500~3500 | 1500~2500 | 0.1~0.5 |
| R4 | 45 | 14/60 | 14/100 | 2500~3500 | 1500~2500 | 0.1~0.35 |
| R3 | 30 | 12/50 | 12/100 | 3000~4000 | 1500~2500 | 0.1~0.3 |
| R2 | 25 | 8/50 | 8/100 | 3500~4500 | 1500~2000 | 0.1~0.25 |
| R1 | 10 | 5/50 | Not exist | 3500~5000 | 800~1500 | 0.05~0.15 |
| R0.5 | 5 | 2/50 | Not exist | 5000以上 | 500~1000 | 0.05~0.08 |
The alloy knife has good rigidity and is not easy to produce a knives. It is the best for finishing the mold. The alloy knives have the same side edge as the white steel knives. The side edges are often used when finishing the copper straight wall.