بعض قواطع الطحن CNC التي يجب أن تتقنها CNC ، مثل سكاكين الأنف الدائرية ، والسكاكين الكروية ، إلخ.
1. مقدمة من الأداة
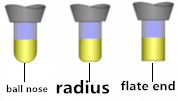
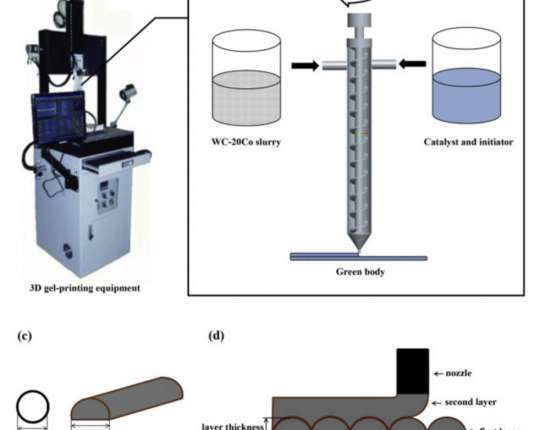
يجب أن تتكيف أدوات التصنيع باستخدام الحاسب الآلي مع السرعة العالية والكفاءة العالية ودرجة عالية من التشغيل الآلي لأدوات الآلات CNC. تنقسم قواطع الطحن CNC بشكل أساسي إلى سكاكين مسطحة القاع (طواحين نهاية) وسكاكين دائرية وسكاكين كروية ، كما هو مبين في الشكل 1-1. وهي مقسمة إلى سكاكين فولاذية بيضاء وسكاكين تحلق وسكاكين سبائك. في المعالجة الفعلية للمصنع ، أكثر السكاكين استخدامًا هي D63R8 و D50R6 و D35R5 و D35R0.8 و D30R5 و D25R5 و D20R4 و D20R0.8 و D16R0.8 و D12 و D10 و D8 و D6 و D6 و D6 و D2. و D2 و D1.5 و D1 و D0.5 و D10R0.5 و D8R0.5 و D6R0.5 و D4R0.5 و R5 و R4 و R3 و R2.5 و R2.5 و R2 و R1.5 و R1 و R0.5 .
الشكل 1-1 باستخدام الحاسب الآلي الطحن القاطع
(1) سكين القاع المسطح: يستخدم بشكل رئيسي للتخشين ، تشطيب الطائرة ، تشطيب الشكل ومعالجة زاوية واضحة. العيب هو أن الحافة سهلة البلى وتؤثر على دقة المعالجة.
(2) سكين الأنف المستدير: إنه يستخدم بشكل أساسي للتخشين ، التشطيب بالطائرة والتشطيب الجانبي للفراغات العفن ، ومناسبة خاصة لتخشين القوالب ذات الصلابة العالية.
(3) سكاكين كروية: تستخدم بشكل أساسي في أعمال التشطيب والتشطيب غير المستوية.
2. استخدام أداة
في التصنيع باستخدام الحاسب الآلي ، يرتبط اختيار الأداة ارتباطًا مباشرًا بدقة المعالجة وجودة السطح المُشغل وكفاءة المعالجة. إن اختيار الأداة المناسبة وضبط معلمات القطع المعقولة سيمكّن التصنيع باستخدام الحاسب الآلي من تحقيق أفضل جودة للمعالجة بأقل تكلفة وفي أقصر وقت. باختصار ، المبدأ العام لاختيار الأداة هو: سهولة التركيب والتعديل ، الصلابة الجيدة ، المتانة والدقة العالية. تحت فرضية تلبية متطلبات المعالجة ، حاول اختيار حامل أداة أقصر لتحسين صلابة معالجة الأداة.
عند اختيار أداة ، يجب تكييف حجم الأداة حسب حجم الفراغ. إذا كان حجم التجويف 80 × 80 ، فيجب اختيار الأداة مثل D25R5 أو D16R0.8 للتخشين ؛ إذا كان حجم التجويف أكبر من 100 × 100 ، فيجب اختيار سكين الطيران D30R5 أو D35R5 لفتحه ؛ إذا كان حجم التجويف أكبر من 300 × 300 ، فعليك اختيار سكين طيران بقطر أكبر من D35R5 للتخشين ، مثل D50R6 أو D63R8. بالإضافة إلى ذلك ، يتم تحديد اختيار الأداة من خلال قوة الجهاز. على سبيل المثال ، لا يمكن لآلة الطحن CNC أو مركز التشغيل ذو القدرة الصغيرة استخدام أداة أكبر من D50R6.
في الآلات الفعلية ، غالبًا ما يتم اختيار طاحونة النهاية ، والرئيس ، والأخدود ، وما إلى ذلك من محيط الجزء المسطح بواسطة المطحنة النهائية ؛ يتم تحديد السطح والسطح الجانبي وتجويف الآلات الخشنة لقاطع الطحن مع إدراج كربيد الأسمنت ؛ يتم تحديد القاطع طحن نهاية الكرة. سكين الأنف المستدير له شكل محيط الزاوية.
3. أداة قطع المعلمة الإعداد
مبدأ الاختيار المعقول لمبلغ القطع هو: عند التخشين ، يتم تحسين كفاءة الإنتاج بشكل عام ، ولكن يجب أيضًا مراعاة التكلفة الاقتصادية والتجهيزية ؛ في نصف تشطيب والتشطيب ، في إطار فرضية ضمان جودة المعالجة ، مع الأخذ في الاعتبار خفض الكفاءة والاقتصاد وتكاليف المعالجة. يجب أن تستند القيم المحددة إلى دليل الماكينة ، ودليل كمية القطع ، والخبرة.
مع التطبيق الواسع لأدوات الآلات CNC في ممارسة الإنتاج ، أصبحت برمجة CNC إحدى القضايا الرئيسية في تصنيع الآلات CNC. في عملية برمجة برنامج NC ، من الضروري تحديد الأداة وتحديد مقدار القطع في حالة التفاعل بين الإنسان والحاسوب. لذلك ، يجب أن يكون المبرمج على دراية بأسلوب اختيار الأداة ومبدأ تحديد مقدار القطع ، وذلك لضمان جودة المعالجة وكفاءة المعالجة للجزء ، وإعطاء المزايا الكاملة للأداة الآلية CNC ، وتحسين الكفاءة الاقتصادية ومستوى الإنتاج للمؤسسة.
الجدول 1-1 والجدول 1-2 قائمة إعدادات المعلمة من سكين الطيران وسكين سبيكة على التوالي. هذه المعلمات القطع هي للإشارة فقط. يجب تحديد كمية القطع الفعلية وفقًا لأداء الماكينة المحدد ، وشكل القطعة والمواد ، وحالة التثبيت ، وما إلى ذلك.
كلما زاد قطر الأداة ، كانت السرعة أبطأ ؛ لنفس النوع من الأدوات ، كلما كان شريط الأدوات أطول ، كلما كان حجم السكينة أصغر ، وإلا سيكون من السهل خفضه وتسببه في زيادة الضغط.
الجدول 1-1 تحلق إعدادات المعلمة سكين
| نوع الأداة | أقصى عمق المعالجة (مم) | الطول العادي (مم) | الإطالة العادية (مم) | سرعة المغزل (/ م) | معدل التغذية (مم / دقيقة) | سكين الأكل (مم) |
| D63R8 | 130/300 | 150 | 320 | 700 ~ 1000 | 2500 ~ 4000 | 0.2 ~ 1 |
| D50R6 | 100/230 | 120 | 250 | 800 ~ 1500 | 2500 ~ 3500 | 0.1 ~ 0.8 |
| D35R5 | 150/200 | 180 | 300 | 1000 ~ 2200 | 2200 ~ 3000 | 0.1 ~ 0.8 |
| D30R5 | 100/150 | 150 | 180 | 1500 ~ 2200 | 2000 ~ 3000 | 0.1 ~ 0.5 |
| D25R5 | 70/150 | 120 | 180 | 1500 ~ 2500 | 2000 ~ 3000 | 0.1 ~ 0.5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500 ~ 2500 | 2000 ~ 2800 | 0.1 ~ 0.3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800 ~ 2500 | 1800 ~ 2500 | 0.1 ~ 0.3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000 ~ 3000 | 1800 ~ 2500 | 0.1 ~ 0.2 |
| D16R8 | 60/100 | 100 | 150 | 2000 ~ 3000 | 2000 ~ 3000 | 0.1 ~ 0.4 |


لا يمكن استخدام معلمات سكين الطيران أعلاه إلا كمرجع ، لأن معايير مواد سكين الطيران المختلفة مختلفة أيضًا ، كما يختلف طول سكين الطيران التي تنتجها مصانع الأدوات المختلفة اختلافًا طفيفًا. بالإضافة إلى ذلك ، تختلف قيم المعلمات للأداة أيضًا اعتمادًا على أداء آلة الطحن CNC أو مركز الآلات والمواد المراد تشكيلها. لذلك ، يجب ضبط معلمات الأداة وفقًا للظروف الفعلية للمصنع. السكين الطائر لديه صلابة جيدة وكمية كبيرة من السكين ، وهو الأنسب لفتح القالب فارغًا. بالإضافة إلى ذلك ، فإن جودة السطح الحاد لسكين الطيران هي أيضًا جيدة جدًا. سكين الطي مصنوع بشكل أساسي من السكاكين وليس له حواف جانبية. كما هو مبين أدناه
الجدول 1-2 إعدادات المعلمة سكين سبيكة
| نوع الأداة | أقصى عمق المعالجة (مم) | طول عادي (مم) طول شفرة / سكين | الإطالة العادية (مم) | سرعة المغزل (r / m) | معدل التغذية (مم / دقيقة) | سكين الأكل (مم) |
| D12 | 60 | 30/80 | 35/100 | 1800 ~ 2500 | 1500 ~ 2500 | 0.1 ~ 0.5 |
| D10 | 55 | 25/75 | 30/100 | 2500 ~ 3000 | 1500 ~ 2500 | 0.1 ~ 0.5 |
| D8 | 45 | 20/70 | 25/100 | 2500 ~ 3000 | 1000 ~ 2500 | 0.1 ~ 0.5 |
| D6 | 30 | 15/60 | 20/100 | 2500 ~ 3000 | 700 ~ 2000 | 0.1 ~ 0.3 |
| D4 | 25 | 11/50 | 11/100 | 2800 ~ 4000 | 700 ~ 2000 | 0.1 ~ 0.3 |
| D2 | 10 | 5/50 | لا يوجد | 4500 ~ 6000 | 700 ~ 1500 | 0.05 ~ 0.1 |
| D1 | 5 | 2/50 | لا يوجد | 5000 ~ 10000 | 500 ~ 1000 | 0.05 ~ 0.1 |
| R6 | 60 | 22/80 | 22/100 | 1800 ~ 3000 | 1800 ~ 2500 | 0.1 ~ 0.5 |
| R5 | 55 | 18/75 | 18/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0.1 ~ 0.5 |
| R4 | 45 | 14/60 | 14/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0.1 ~ 0.35 |
| R3 | 30 | 12/50 | 12/100 | 3000 ~ 4000 | 1500 ~ 2500 | 0.1 ~ 0.3 |
| R2 | 25 | 8/50 | 8/100 | 3500 ~ 4500 | 1500 ~ 2000 | 0.1 ~ 0.25 |
| R1 | 10 | 5/50 | لا يوجد | 3500 ~ 5000 | 800 ~ 1500 | 0.05 ~ 0.15 |
| R0.5 | 5 | 2/50 | لا يوجد | 5000 以上 | 500 ~ 1000 | 0.05 ~ 0.08 |
سكين السكين لديه صلابة جيدة وليس من السهل إنتاج السكاكين. هذا هو الأفضل لإنهاء القالب. سكاكين السبائك لها نفس الحافة الجانبية مثل سكاكين الفولاذ البيضاء. غالبًا ما تستخدم الحواف الجانبية عند الانتهاء من الجدار المستقيم النحاسي.